
Язык
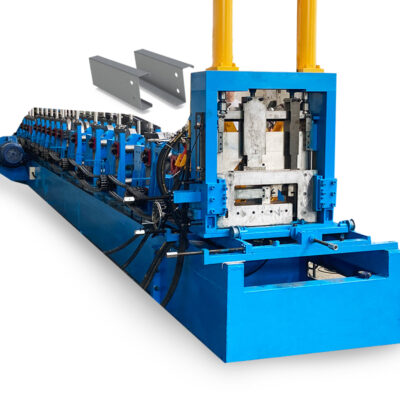
Профильгибочный станок для лотков для кабелей
Профильгибочный станок для лотков для кабелей
Feb 06, 2024
Станок для производства кабельных лестниц - это оборудование, используемое для производства кабельных лестниц с помощью технологии профилирования. Кабельные лестницы обеспечивают поддержку и защиту электрических кабелей и проводов в различных промышленных, коммерческих и инфраструктурных приложениях. В этой статье предоставляется подробное руководство по станкам для производства кабельных лестниц.
Обзор станка для производства кабельных лестниц
- • Технология профилирования формирует металлические катушки в настраиваемые профили кабельных лестниц путем последовательного изгиба и формовки с использованием вальцовых матриц
- • Высокоэффективное, автоматизированное производство кабельных лестниц в длинных отрезках в соответствии с требованиями клиента
- • Способен обрабатывать несколько материалов, таких как углеродистая сталь, нержавеющая сталь, алюминий
- • Скорость формования до 10 м/мин в зависимости от толщины и материала
- • Поддерживает ширину лестниц от 100 до 1000 мм
- • Превосходная отделка и размерная точность готовых лестниц

Компоненты станка для производства кабельных лестниц
| Компонент | Функция |
|---|---|
| Размотчик | Подает металлическую полосу в линию |
| Стойка подающего устройства | Направляет полосу через машину |
| Узел штамповки | Пробивает отверстия для кабельных стяжек и других крепежных элементов |
| Станции формования | Постепенно формирует полосу в профиль лестницы |
| Гидравлическая система | Накладывает давление на валики для формовки |
| Панель управления | Содержит систему ПЛК для автоматизации производства |
| Устройство для резки | Режет лестницы до нужной длины |
| Стекер | Укладывает готовые кабельные лестницы |
Ключевые компоненты станка для производства кабельных лестниц работают в тандеме, чтобы превратить сырые металлические катушки в готовые кабельные лестницы. Формовочные станции применяют высокое давление с использованием гидравлически управляемых валиков для постепенного формирования полосы в боковые рейки и ступени лестницы. Автоматизированные контроли точно регулируют процессы подачи, пробивки, формовки и резки, что приводит к высокой размерной точности и высокому качеству готовых лестниц.
Рабочий процесс
Рабочий процесс производства машины для профилирования лотков для кабельных лестниц состоит из:
- 1. Подача материала – Катушка полосы загружается на раскатчик, который плавно подает полосу в машину через начальную стойку подачи. Устройства направляющие выравнивают полосу по центру при входе в линию производства.
- 2. Пробивка – Компьютеризированный узел пробивки с программируемыми пробивками затем создает отверстия в полосе для вставки кабельных стяжек/крепежей для готовых лестниц позже.
- 3. Предварительная формовка – Начальные вальцы слегка предварительно изгибают полосу, чтобы подготовить ее к формующим станциям. Предварительная формовка снижает напряжение на металл во время формовки.
- 4. Формирование – Полоса проходит через серию постепенных станций формовки вальцовочной матрицы – каждая станция дополнительно изгибает и формирует полосу постепенно, чтобы постепенно сформировать окончательный профиль кабельной лестницы. Боковые рейки и ступени формируются путем тщательной калибровки различных зон толщины стали по всей полосе.
- 5. Гидравлическое давление – Гидравлически активированные цилиндры создают давление против вальцов необходимое для формовки и калибровки. Давление усиливается на каждой станции от 7 тонн до 25 тонн.
- 6. Резка – Основываясь на введенной длине лестницы, компьютерное устройство для резки точно режет каждый кусок. Для этой цели обычно используются пневматические или гидравлические ножницы.
- 7. Укладка – Готовые кабельные лотки укладываются систематически с помощью конвейера или стеклователя для удобной загрузки и транспортировки. Каждая лестница может быть длиной от 3 метров до 15 метров.
Автоматизированные программируемые контроли координируют вышеуказанные процессы в безшовную синхронизированную производственную последовательность. Современные машины также включают меры безопасности, такие как датчики обрыва полосы, аварийные кнопки останова, двери с мониторингом датчиков и другие функции. В результате получается массовое производство кабельных лотков в точных индивидуальных спецификациях, предоставленных клиентами.
Материал, Подача, Формование и Резка
| Параметр | Детали |
|---|---|
| Материалы | Мягкая сталь, Нержавеющая сталь, Алюминий, Оцинкованная сталь |
| Толщина | 1.2 – 3 мм |
| Ширина | 100 – 1000 мм |
| Подача | Моторизованный разматыватель, стойка подающего ролика |
| Предварительная формовка | Начальные валики для направления полосы |
| Основное формирование | 6-8 постепенно калиброванных станций |
| Гидравлическое давление | От 7 до 25 тонн на станциях |
| Размерная точность | ± 1 мм |
| Пробивка | Программируемый устройство для пробивки отверстий |
| Резка | Гидравлический ножницы / Пневматический ножницы |
| Нарезка | Длина от 3 метров до 15 метров |
Диапазон материалов толщиной до 3 мм может быть преобразован в кабельные лотки шириной от 100 мм до 1000 мм путем соответствующей настройки линии профилегиба. Плавное подача, точная пробивка и резка, а также интенсивное гидравлическое давление, применяемое через автоматизированное формование вальцовыми матрицами, обеспечивает производство качественных лотков высокого качества в больших объемах.
-
Машина для профилирования опор для виноградников

-
Автоматически изменяемая размером машина для профилирования сигма-прогона

-
Машина для профилирования рамки электрического шкафа

-
Машина для профилирования ДИН-рейки

-
Машина для профилирования кабельных лотков

-
Профильная машина для производства кронштейнов для солнечных батарей C-образного профиля

-
Профилегибочная машина для лотков для кабеля

-
Профилегибочная машина для холодной прокатки C/Z-профилей и каналов из оцинкованной стали полностью автоматическая
-
Профильная машина для производства кронштейнов для солнечных батарей (профиль HAT/Omega)










Дизайн и настройка по индивидуальному заказу
- • Полностью индивидуализированный дизайн - клиент предоставляет спецификации лестницы
- • Программное обеспечение CAD генерирует конструкцию валиков для соответствия профилю лестницы
- • Калибровочные валики формируют станции формования для формирования боковых рельсов и ступенек
- • Высота, ширина лестницы, размер и расстояние между ступенями индивидуализированы
- • Шаблоны для пробивки отверстий персонализированы для каждого клиента
- • Изгибы, тиснение, скобы по желанию включены
- • Поддержка продольного и поперечного направления прокладки кабеля
- • Стандартные и усиленные конструкции кабельных лотков
Клиенты имеют полную гибкость в проектировании конечного продукта кабельного лотка. Они могут предоставить индивидуальные спецификации, такие как высота, ширина, интервал между перекладинами, шаблоны отверстий и т. д., в соответствии с требованиями кабельной маршрутизации. Продвинутое CAD-программное обеспечение преобразует дизайн лотка в специализированные валики для каждой калибровочной станции формовки. Это облегчает массовое производство полностью персонализированных и функциональных кабельных лотков, точно соответствующих потребностям клиента.
Поставщики и диапазон цен
| Производитель | Местоположение | Диапазон цен |
|---|---|---|
| Furukawa Rock Drill | Япония | $$ |
| Стан для профилирования листового металла | China | $ |
| Gasparini SpA | Italy | $$$ |
| Metform | Turkey | $$ |
| EWMenn | Germany | $$$ |
| Automecc | India | $$ |
| Anhui Yuanlong | China | $ |
Существует ряд мировых производственных компаний, поставляющих оборудование для производства кабельных лотков методом профилирования. Китай предлагает экономичные машины, начиная с суммы менее 50 000 долларов. Европейские компании, такие как Gasparini и EWMenn, предлагают технологически продвинутые надежные решения в диапазоне от 100 000 до 200 000 долларов. Metform, Automecc предлагают хорошие среднебюджетные варианты. Критерии оценки выбора поставщика подробно описаны в следующем разделе.
Выбор поставщика оборудования для профилирования
| Параметр | Детали |
|---|---|
| Опыт в отрасли | Предпочтительно наличие опыта работы в секторе более 10 лет |
| Масштаб производства | Оценка заводов и поставленного ранее оборудования |
| Экспертиза в области дизайна | Оцените отдел исследований и разработок и навыки настройки |
| Качество компонентов | Рекомендуемые европейские гидравлические агрегаты |
| Процесс тестирования | Проверка протоколов приемки оборудования |
| Поддержка ввода в эксплуатацию | Проверка процесса установки и послепродажного обслуживания |
| Сертификации | Электрические компоненты, отмеченные ISO, CE |
| Ценообразование | Сравнение с отраслевыми стандартами |
| Гарантии | Минимальная гарантия на 1 год |
Выбор идеального поставщика профилегибочных станков для лотков для кабелей требует оценки производителей по вышеперечисленным технологическим, качественным и сервисным параметрам, важным для такого капитального оборудования. Найдите баланс между ценой и долгосрочным качеством и производительностью. Будьте осторожны с самыми дешевыми вариантами, так как конструкция станка и компоненты могут быть низкого качества.
Требования к установке
- • Уровень бетонного или металлического фундамента
- • Трехфазные электрические соединения
- • Настройка линии сжатого воздуха
- • Подача охлаждающей воды (для резака)
- • Вытяжные вентиляторы и воздуховоды
- • Ограждения безопасности и охраны
- • Маршруты кабельных лотков к пульту управления
Поставщик предоставит полные рекомендации по подготовке помещения перед установкой оборудования. Это включает спецификации фундамента, требования к электропитанию, детали по подаче сжатого воздуха и воды, соображения безопасности и утвержденные чертежи. Многие компоненты, такие как резцы и гидравлические насосы, требуют соответствующих условий для достижения заявленной производительности - убедитесь, что они выполнены до поставки.
Операция и управление
- • Полностью автоматический ПЛК с сенсорным экраном HMI
- • Входной материал, размер и шаблон пробивки
- • Автоматизированное формование, нарезка, складывание
- • Серводвигательный податчик с регулировкой скорости
- • Мониторинг и обратная связь всех зоновых давлений
- • Датчики аварийной остановки на дверях
- • Выбор режима для перемещения, одиночного или автоматического цикла
- • Подробная диагностика тревог и журнал безопасности
- • Варианты удаленного подключения
Современные машины для производства кабельных лотков предлагают обширную автоматизацию и управление для упрощенной, безопасной эксплуатации. Промышленный сенсорный экран позволяет интуитивно вводить данные для класса материала, размеров лотка и объема производства. Безопасность оборудования контролируется с помощью датчиков на дверях доступа и цепей аварийной остановки. Даже удаленное подключение облегчает диагностику неисправностей с техниками поставщика без необходимости приезда инженера. Такие умные функции минимизируют время простоя, обеспечивая круглосуточное беспилотное производство.
Обслуживание
| Деятельность | Частота |
|---|---|
| Проверьте и затяните болты охранной решетки | Ежемесячно |
| Смазать корпусы подшипников | 500 часов работы |
| Мониторинг натяжения/износа ремня | Еженедельно |
| Проверить электрическую проводку | Каждые 6 месяцев |
| Заменить гидравлическое масло | Ежегодно |
| Проверить валики для прокатки | Каждые 3 месяца |
| Поправить краску | Ежегодно |
За и против
| За | Конс |
|---|---|
| Автоматизированное массовое производство | Высокая начальная стоимость капитала |
| Превосходная отделка и прочность | Сложная настройка дизайна |
| Габаритная точность | Специализированные требования к обслуживанию |
| Гибкость толщины материала | Занимает большое пространство в помещении |
| Пользовательские шаблоны для пробивки отверстий | Ограниченная регулировка высоты |
| Легкая конструкция изготовления | Более толстые катушки сложнее обрабатывать |
Хотя станки для производства кабельных лестниц требуют значительных первоначальных инвестиций и усилий по обслуживанию, они обеспечивают эффективное массовое производство легких, высокопрочных изделий, настраиваемых под требования клиента по поддержке кабеля. Автоматизированное производство обеспечивает согласованность в размерной и структурной точности.
Ограничения
- Максимальная толщина катушек 3 мм
- Максимальная ширина полосы до 1 метра
- Максимальная высота кабельных лестниц до 600 мм
- Ограниченная способность формовки для крайних изгибов
- Ступени подвержены повреждениям при очень тонком состоянии
- • Короткие препятствия на пути, сложно внедрить
Основные ограничения процесса профилирования лотковых лестниц касаются ограничений по толщине материала и габаритам продукции, которые они могут эффективно формировать. Предлагая обширную настройку, резкие контуры и тонкие секции, склонные к разрыву во время формования, остаются ключевыми вызовами. Прочные конструкции лестниц, адекватно преодолевающие такие ограничения, обеспечивают лучшие результаты производства.
Преимущества
- • Высокоэффективное непрерывное производство
- • Постоянное качество конечной продукции
- • Полностью настраиваемые профили дизайна
- • Превосходная отделка и размерная точность
- • Эффективность с точки зрения стоимости по сравнению с ручным изготовлением
- • Легкий вес и высокая грузоподъемность
- • Простая установка и обслуживание
Автоматизация процесса производства лестниц с использованием технологии профилегиба обеспечивает ощутимое улучшение производственных показателей, снижение затрат, повышение качества и возможность настройки по сравнению с ручными методами - что приводит к многочисленным преимуществам для клиентов. Легкие, но прочные готовые лестницы упрощают установку, соответствуя уникальным требованиям к прокладке кабелей.
Применение кабельных лотков
| Промышленность | Сценарии применения |
|---|---|
| Строительство и строительные работы | Электрические помещения, здании, потолки, технические помещения |
| Энергетическая инфраструктура | Электростанции, фермы возобновляемой энергии, подстанции |
| ИТ-инфраструктура | Центры обработки данных, коммутационные помещения, стойки серверов |
| Промышленность | Производственные помещения, заводы, склады |
| Коммерческий | Торговые центры, аэропорты, спортивные арены |
| Транспорт | Порты перевалки, железнодорожная инфраструктура |
| Коммунальные услуги | Очистка воды, сточные очистные сооружения, газовые сети |
| Оборудование обороны | Военные корабли, бронированные транспортные средства |
Структурированные системы кабельного контейнера в отраслях, транспортирующих энергию или сигналы, получают огромные функциональные и безопасные преимущества от специально разработанных кабельных лестниц, а не открытых кабельных укладок. Прокатные алюминиевые или нержавеющие стальные лестницы устойчивы к коррозии и защищают критическую сетевую проводку. Высота лестницы и расстояние между ступенями сильно варьируются в соответствии с требованиями клиента. Все оборудование от удаленной станции ветрогенератора до стоек в гипермасштабном облачном центре данных применяют специально разработанные кабельные лестницы для организации кабельной инфраструктуры.
Cost Analysis
| Инвестиции | Стоимость (USD) |
|---|---|
| Стан для профилирования листового металла | $100,000 to $250,000 |
| Труд | 2 оператора на смену |
| Объект | 2000 кв. футов |
| Энергия | 20 кВт пикового потребления |
| Дизельное топливо | $2000 за дизайн |
| Сырье | Мягкая стальная катушка: $0.5/кг |
| Себестоимость производства | $2 – $5 за метр |
| Цена продажи | $8 – $12 за метр |
Сырье составляет около 60% операционных затрат на производство кабельных лестниц методом профилирования. Автоматизированные линии обеспечивают значительные экономические выгоды и гибкость по сравнению с ручными методами. Низкая амортизация оборудования и накладные расходы на труд в сочетании с высокими темпами производства более 1000 метров за смену приводят к очень экономичным готовым изделиям. Мастерские по изготовлению лестниц получают здоровые прибыльные маржи, учитывая, что рыночные цены только на поставку кабельных лестниц варьируются от $8 до $12 за метр в зависимости от размеров.
Прогноз рынка
Глобальный спрос на оборудование для поддержки структурированных кабельных систем будет продолжать расти более чем на 6% годовой темп роста приводимый ростом коммерческого строительства инфраструктуры и энергетических проектов. Строительство, ИТ-инфраструктура и промышленные сектора в развивающихся регионах предлагают выгодные возможности, поддерживаемые правительственными программами электрификации и модернизации. Ведущие аналитики прогнозируют, что рынок аксессуаров для управления кабелями будет поддерживать средний или высокий однозначный рост в течение следующих 5 лет - синонимичные тенденции предвидимы в подмножествах, таких как спрос на индивидуальные кабельные лестницы. Прокатные варианты опережают традиционные сваренные или кронштейнные изделия, учитывая преимущества автоматизации, снижающие рыночные цены. Поскольку потребление данных и облачная инфраструктура бурлит в ближайшие времена, объемы кабельных лестниц предвидят еще более высокие темпы роста.
Последние инновации
- • Роликовые матрицы для формирования сложных изгибов кабельных лотков
- • Многорельсовые и канальные конструкции лотков
- • Изогнутые и изменяющиеся по высоте лестницы
- • Кабельный лоток - гибридные решения с лестницей
- • Боковые рельсы с быстрыми зажимами
- • Лазерная резка вместо метода срезки
- • Роботизированная автоматизированная упаковка и паллетирование
- • Мониторинг производства с поддержкой IoT
- • Системы видения для обнаружения дефектов поверхности
- • Интеграция порошкового напыления и гальванизации
Хотя фундаментальный процесс профилирования для кабельных лотков остается неизменным на протяжении десятилетий, модернизация вспомогательных технологий обогащает вариативность и качество продукции. Патентованное штамповочное оборудование теперь облегчает изготовление изогнутых профилей, многорельсовых корпусов и изменяемой высоты вдоль длины лестницы, удовлетворяя развивающиеся эстетические и структурные потребности. Вторичные улучшения также продолжаются благодаря автоматизированной лазерной обрезке, роботизированной упаковке, безшовной порошковой покраске, аналитике, основанной на Интернете вещей, и возможностям компьютерного зрения, повышающим качество и эффективность на новый уровень.
Future Prospects
Upcoming machine upgrades for faster and thicker material forming abilities will expand application scenarios. Expect heavier duty stainless steel cable ladders penetrating corrosive chemical and marine sectors. Similarly lighter and narrower ladders using aluminum suit 5G antenna farms. Vision-based AI promises adaptive production changes responding to defects in real-time. Growing adoption of carbon steel, titanium or composite materials foreseeable with custom roll forming techniques maturing. Key prospects summarize as:
- • Более широкие и толщиной формовочные способности
- • Интеграция передовой системы видения
- • Лестницы из высокопрочных экзотических материалов
- • Многозначные и изогнутые профильные конструкции
- • Добавление лазерной резки, сверления и маркировки
- •Интегрированная обработка поверхности
- •Умные приложения для прогнозирования технического обслуживания
- •Помощь дистанционного устранения неисправностей машин с помощью дополненной реальности
- •Экологически чистые порошковые покрытия и гальванизация
With exponential growth in industrial Ethernet and cloud infrastructure, cable ladder innovation will continue matching application demands. Leveraging IIoT, AI/ML and material science the next generation of roll forming promises great sustainability and customization advances. Carbon-negative production, fully autonomous asset management and agile design tooling characterize the cable ladder equipment roadmap this decade.

FAQ
Q: What is the fastest cable ladder production rate possible?
A: Using 3 mm thick stainless steel coils, ladder widths around 600 mm and an 8 station roll former – production rates up to 10 meters per minute are achievable.
Q: Can holes be punched anywhere along the ladder profile?
A: Да, современные программируемые ударные устройства позволяют проектировать полностью настраиваемые отверстия, соответствующие потребностям клиента в креплении кабеля.
Q: Какие аксессуары доступны для кабельных лотков?
A: Среди часто используемых аксессуаров можно выделить боковые рейки, муфты, редукторы, локти, т-образные соединения, крышки, заглушки, промежуточные кронштейны и крепежные элементы.
Q: Можно ли использовать обычную холоднокатаную сталь вместо горячекатаных рулонов?
A: Мы рекомендуем низкоуглеродистую горячекатаную сталь для оптимальной комбинации формования и грузоподъемности. Отжиг холоднокатаной стали требует большего давления.
Q: Какое минимальное количество заказа приемлемо для индивидуальных кабельных лотков?
A: Учитывая затраты на проектирование и производство, минимальные объемы заказов около 500 метров имеют наибольший экономический смысл для покупателей.
Q: Какие сертификаты испытаний предоставляются вместе с кабельными лотками?
A: Отчеты о регулярных испытаниях включают таблицы размерной точности, испытания на структурную нагрузку, измерение толщины покрытия и аудит качества упаковки.
Q: Можно ли производить пластиковые кабельные лотки с использованием техники профилегиба?
A: Пластиковые варианты, такие как кабельные лотки из ПНД, обычно изготавливаются методом экструзии из-за свойств материала.
Q: Удобны ли для пользователя станки для производства кабельных лотков методом профилирования?
A: Автоматизированные линии требуют только простых начальных вводов через промышленный сенсорный экран. Быстрая диагностика также доступна благодаря удаленному подключению на основе интернета вещей (IoT).


Недавние сообщения

26 октября 2016 года
Самый успешный инженерный подрядчикСвяжитесь с нами, чтобы получить самый новый котировочный лист
Свяжитесь с нами, чтобы получить самый новый котировочный лист. Вы обнаружите, что работаете в настоящем партнерстве, которое приводит к невероятному опыту и лучшему конечному продукту.


Свяжитесь с нами
Информация о продукте
Количество
Единица
Кусок
Поддержка заказа образцов, настройки, оптовые поставки и полная оплата. Если продукт, который вы ищете, не имеет соответствующего индивидуализированного контента, заполните форму ниже, чтобы связаться с нами, и мы ответим как можно скорее.