
Язык
Производство направляющих лифтовых рельсов
Производство направляющих лифтовых рельсов
Feb 02, 2024
Машины для изготовления направляющих рельсов лифта используются для производства направляющих рельсов, используемых в лифтовых системах. Направляющие рельсы действуют как треки, чтобы точно направлять кабину лифта вверх и вниз по шахте.
Ключевые детали машины для изготовления направляющих рельсов лифта
- • Тип оборудования: Профилегибочная машина
- • Материалы: Стальные рулоны
- • Методы формирования: Профилирование в процессе прокатки
- • Выход: Сформированные металлические рельсы
- • Промышленное применение: Лифтовые системы, системы материальной обработки
Руководство по машине для изготовления направляющих рельсов лифта
| Тип | Описание |
|---|---|
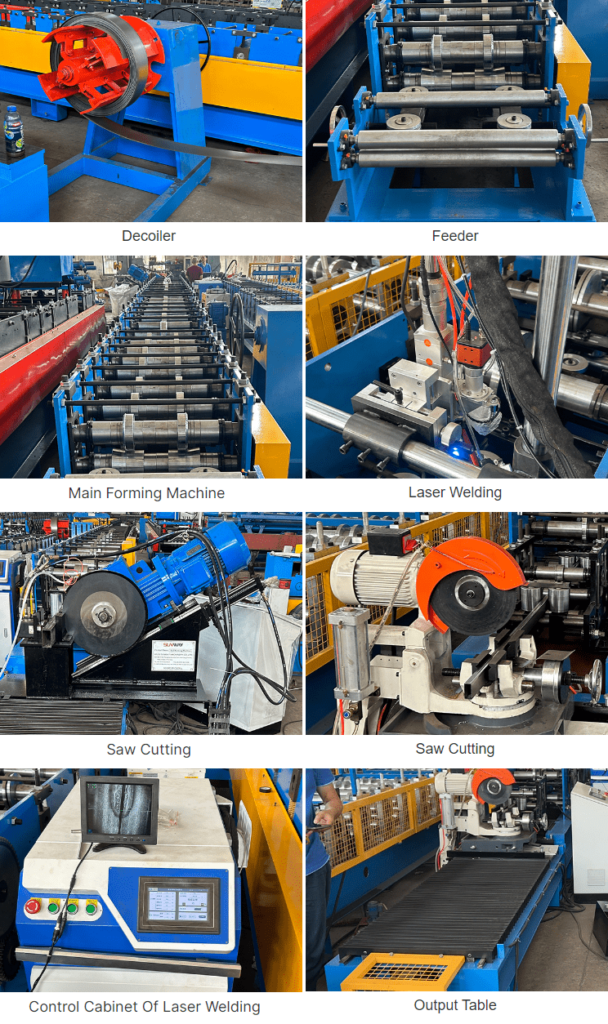
| Стан для профилирования | Непрерывно формирует металлические катушки в индивидуальные профили рельсов, постепенно изгибая лист через серию валиковых пуансонов |
| Раскатчик | Подает металлическую полосу катушки в профилегиб |
| Предварительные ножницы для резки | Обрезает листы до необходимой ширины катушки перед формованием |
| Стойки для профилирования | Последовательные стойки с валиковыми пуансонами для поэтапного изгиба металлической полосы |
| Послеобрабатывающие ножницы | Режет сформированные рельсы до необходимой длины |
| Вспомогательное оборудование | Управление ПЛК, гидравлика, редукторы, приборы |

Станок для изготовления направляющих рельсов лифта 12
Процесс работы станка для изготовления направляющих рельсов лифта
Станок для изготовления направляющих рельсов лифта работает по процессу профилирования валками. Входным сырьем является стальная рулонная заготовка, загруженная на раскатчик. Рулон проходит через предварительные ножницы, где его обрезают до указанной ширины, необходимой для профиля рельса.
Обрезанная металлическая полоса затем проходит через последовательные валковые матрицы, установленные на формующих стойках. Каждый набор валков постепенно изгибает лист инкрементально, чтобы постепенно формировать желаемую конфигурацию рельса.
Полностью сформированный профиль рельса выходит из последней стойки валков и обрезается до желаемой длины посредством послеформовочных ножниц. Готовые отрезанные рельсы собираются на выходных столах.
Параметры
| Параметр | Детали |
|---|---|
| Материал | Низкоуглеродная сталь, нержавеющая сталь, оцинкованные стальные рулоны |
| Толщина | Обычно 1-3 мм |
| Ширина | Обычно 50-100 мм |
| Длина | До 6000 мм |
| Скорость | 10-15 м/мин |
| Допуски | +/- 0.02 мм |
| Отделка поверхности | <0.5 микрон |
Подача материала
- • Раскатчик вмещает до 5 мт катушек
- • Раскатчик оснащен точными подающими роликами
- • Ширина обрезается предварительными ножницами перед формованием
- • Катушка подается непрерывно с постоянной скоростью на станки для профилирования
Формирование профиля
- Постепенно формируется набором валков, сгибая лист постепенно
- 6-8 регулируемых стоек для формовки с заменяемыми валками
- Валки имеют обработанные пазы для придания профильной формы
- Нижние валки приводятся в движение гидромоторами и приводами
- Верхние валки свободно вращаются и регулируются гидравлическим цилиндром
Дизайн профиля
- Программное обеспечение для проектирования прохода валков рассчитывает правильную геометрию паза валка
- Симуляция прохода валков подтверждает форму через стойки для формовки
- Дизайн оптимизирован для типа материала и желаемой конфигурации рельсов
- Валки ЧПУ обрабатываются из стали D2 для твердости и долговечности
Разделение по длине
- Выполняется надежным резальным станком после формовки
- Тяжелый резак с закаленными лезвиями обрезает формированные рельсы
- Измерение длины с помощью точного вращающегося энкодера
- Допуск по длине +/- 0.5 мм
- Диапазон длины от 500 мм до 6000 мм
Настройка
- Формовочные валики разработаны и изготовлены для индивидуальных размеров рельс
- Смена валиков за 24 часа обеспечивает быстрое прототипирование
- Симуляция профиля проверяет форму рельса перед обработкой валиков
- • Поддержка разработки продукта для уникальных приложений
Поставщики и диапазон цен
| Производитель | Местоположение | Диапазон цен |
|---|---|---|
| Machine Mfg Ltd | Китай | $100,000 – $150,000 |
| Formmasters Inc | Европа | $200,000 – $250,000 |
| Прокатное оборудование | Индия | $125,000 – $175,000 |
Требования к установке
| Параметр | Детали |
|---|---|
| Местоположение | Внутренний цех |
| Мощность | Подключение 25-30 кВт |
| Напряжение | 380-440 В переменного тока 3 фазы |
| Сжатый воздух | Давление - 6 бар |
| Объем - 10 CFM | |
| Базовая рама | Несящий бетонный пол |
| Освещение | Интенсивность 500 люксов |
| Климат-контроль | Температура окружающей среды 15-35°C |
| Влажность: 20%-60% относительная влажность |
-
Станок для формовки концевого терминала автостражи

-
Станок для производства U/C столбов для автостражи

-
Станок для производства двухволновых барьеров автостражи

-
Станок для производства трехволновых барьеров автостражи

-
Станок для формовки рамы электрического шкафа

-
Автоматический станок для формовки сменного размера сигма-прогонов

-
Автоматический станок для формовки сменного размера C Z пурлинов

-
Автоматический станок для формовки сменного размера Z пурлинов

-
Автоматический станок для формовки сменного размера C U пурлинов










Операция
- • Минимум 3 оператора на смену
- • Один оператор на раскатчике и подаче материала
- • Один оператор для управления валковым инструментом
- • Один оператор на станции послеформовочной резки
- • Централизованная панель ПЛК для управления параметрами
- • Сенсорный экран HMI для мониторинга и журналирования данных
Обслуживание
| Задача | Частота | Метод |
|---|---|---|
| Проверка рулона | Ежедневно | Визуальный осмотр на наличие повреждений или износа |
| Смазка рулона | Еженедельно | Смазать все подшипники |
| Гидравлическое масло | Ежемесячно | Проверьте уровень и долейте |
| Ежегодно | Заменить масло | |
| Запасные части | По мере необходимости | Рекомендуется запасные резервные валы, лезвия, датчики, моторы |
| Перекалибровка ролика | Каждые 2 года | Перешлифовать пазы ролика, если износ превышает 0,15 мм |
Выбор поставщика
| Параметр | Важность |
|---|---|
| Опыт | Высокий |
| Экспертиза дизайна рулонов | Высокий |
| Качество строительства | Высокий |
| Качество рулона | Высокий |
| Точность формования | Высокий |
| Производительность | Средний |
| Уровень автоматизации | Средний |
| Поддержка сервиса | Высокий |
| Время выполнения | Низкая |
| Цена | Низкая |
Плюсы и минусы
| Плюсы | Минусы |
|---|---|
| Непрерывный и эффективный процесс формования | Высокие первоначальные инвестиции в инструменты |
| Быстрая настройка между партиями | Требует тяжелой базовой рамы |
| Компактное размещение по сравнению с гибочными прессами | Ограниченная толщина и ширина |
| Постоянный контроль допусков | Требуется регулярное обслуживание |
| Может быть адаптирован к индивидуальным профилям | Повреждение валков может прервать производство |
Преимущества перед гибочными прессами
- • Нет маркировки или царапин от матриц
- • Более высокая скорость производства для массового производства
- • Более низкая стоимость инструмента за штуку
- • Непрерывное формовочное действие против циклического гиба
- • Однородные свойства материала по всей длине
Ограничения по сравнению с гибочными прессами
- • Более высокая начальная стоимость инструмента
- • Ограниченная толщина обработки
- • Не может формировать сложные 3D формы
- • Некоторые асимметричные формы сложно формировать
- • Более длительное время изготовления инструмента
Станок для изготовления направляющих рельсов лифта 13
Типичные применения
- • Направляющие рельсы лифта
- • Шариковые направляющие, рельсы
- • Боковые рельсы конвейера
- • Колесные дорожки крана
- • Автоматические парковочные паллеты
- • Треки для перемещения материалов
- • Промышленные стеллажи для хранения
FAQ
Q: Какую толщину стали могут обрабатывать эти машины? A: Обычно возможна толщина от 1 мм до 3 мм. Максимальная емкость достигает до 4 мм для марок стали.
Q: Насколько быстрый производственный ритм?
Q: Насколько быстрая скорость производства?
A: Стандартная линейная скорость 10-15 метров в минуту. Некоторые высокоскоростные машины достигают производительности до 30 м/мин.
Q: Какая длина рельсов может быть произведена?
A: Стандартная длина составляет 6 метров. Специальные машины могут производить рельсы длиной до 12 метров.
Q: Какая точность и качество поверхности возможны?
A: Прокатные детали могут достигать допусков +/- 0,02 мм и шероховатости поверхности около 0,5 микрон.
Q: Какая послепродажная поддержка предоставляется?
A: Помощь в установке и пусконаладке, обучение операторов, гарантия на запчасти, выездной сервис для ремонта и техническая поддержка по телефону/почте.


Недавние сообщения

26 октября 2016 года
Самый успешный инженерный подрядчикСвяжитесь с нами, чтобы получить самый новый котировочный лист
Свяжитесь с нами, чтобы получить самый новый котировочный лист. Вы обнаружите, что работаете в настоящем партнерстве, которое приводит к невероятному опыту и лучшему конечному продукту.


Свяжитесь с нами
Информация о продукте
Количество
Единица
Кусок
Поддержка заказа образцов, настройки, оптовые поставки и полная оплата. Если продукт, который вы ищете, не имеет соответствующего индивидуализированного контента, заполните форму ниже, чтобы связаться с нами, и мы ответим как можно скорее.