
Язык
Машина для изготовления профилей HAT
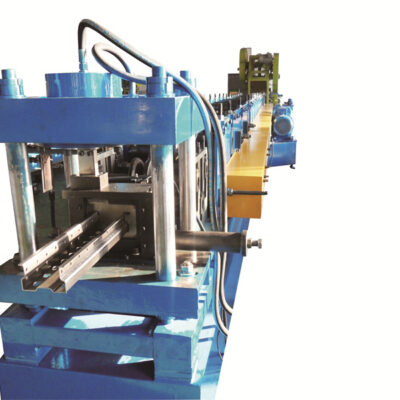
Машина для изготовления профилей HAT
Jan 24, 2024
Машина для изготовления профиля шляпы используется для формирования листового металла в форме канальных профилей в форме шляпы с широким фланцем с одной стороны. Это универсальное оборудование для профилирования проката идеально подходит для производства структурных каналов, стоек, потолочных каналов и других настраиваемых профилей шириной до 8 дюймов.
Машины для изготовления профилей HAT холодной прокатки металлические листы через серию прогрессивных штампов, чтобы постепенно изгибать материал в желаемый профиль формы шляпы с плоским центральным вебом и фланцами с обеих сторон. Один фланец обычно шире для облегчения соединений. Эти профили каналов шляпы легче и жестче, чем U-образные профили, что позволяет более длинные пролеты для крыш, стен и опорных каркасов.
Процесс работы машины для изготовления профилей HAT
Производственная линия профиля HAT формирует листовые металлические катушки через серию станов с прокаткой, содержащих формованные валы. Предварительно отрезанная металлическая полоса входит в рихтовочный/податчик для удаления изгиба катушки, затем подается в начальные формующие валы, которые запускают процесс изгиба. Пройдя через несколько стоек, лист достигает окончательной формы канала шляпной балки. Завершающие операции, такие как резка, следуют для создания указанных длин.
Ключевые этапы:
- \ Развивка катушки: Листовые катушки загружаются на раскатчик, который подает металл в линию
- \ Питатель и выпрямитель: удаляет изгиб катушки и направляет лист в первые роли
- \ Формирование стоек: Гнуть лист поэтапно в профиль шляпы
- \ Резка: Разрезать на отрезки пилой, ножницами или пробить
- \ Подсчет: Измерение длин для стандартизации
- \ Маркировка: Чернильные печати содержат информацию для идентификации, такую как номер заказа, длина, дата
- \ Упаковка: Стопка и связывание или создание профилей для транспортировки

Материальная обработка
Линии профилирования HAT обрабатывают легкие и средние листы толщиной до 3/16 дюйма, хотя на специализированном оборудовании также могут формироваться более тонкие и более толстые листы. Распространенные материалы включают в себя:
- \ Холоднокатаная сталь
- \ Горячекатаная сталь
- \ Нержавеющая сталь
- \ Алюминий
- \ Оцинкованная сталь
Катушки - наиболее эффективный способ подачи листового металла в профилегибочные станки HAT. Размотчики с помощью привода обеспечивают постоянный, плавный поток листа в процесс.
Способность к формированию
Профильное оборудование для производства шляпы может производить плоские фланцы шириной более 8 дюймов. Распространенные профили включают в себя:
- \ 3-1/2 дюйма каналы HAT
- \ 4 дюйма HATs
- \ 6-дюймовые стойки HAT для строительных конструкций
- \ Пользовательские архитектурные секции HAT
В пределах рабочих характеристик машины можно изменить глубину канала и ширину фланца, меняя валковые матрицы. Продвинутое 3D-проектирование с использованием САПР точно рассчитывает постепенное формирование листов, требующееся для прогрессивных вальцовочных станов.
Вторичные операции
Кроме основного раздела формирования профиля, гибкость добавляется с помощью встроенных встроенных операций:
Пробивка : Головки пневматических пробоев могут пробивать отверстия в веб- или фланцевой пластине Тиснение : Роли могут наносить логотипы, текст или узоры на фланцы Резка : Ножницы, пилы и ротационные пробойники разрезают на длины Маркировка : Инжекты печатают на заказ текст и штрихкоды для идентификации Подсчет :Гарантирует, что каждый стек соответствует спецификациям заказа Упаковка : Каналы автоматически укладываются, привязываются, оборачиваются
Краткое описание ключевых особенностей
| Функция | Детали |
|---|---|
| Система питания | Питание декоилятора для размотки катушки с максимальным внутренним диаметром 24 дюйма; Программируемое управление подачей для ширин до 49 дюймов; Толщина листа до 3/16 дюйма |
| Роликовые стойки | 20+ стоек в секции формирования с быстрой сменой; Корпуса подшипников повышенной прочности; Покрытия роликов из полиуретана |
| Ширина профиля | До 8-дюймовой номинальной ширины плоского фланца |
| Глубина профиля | Каналы до 8 дюймов в глубину |
| Вторичные операции | Линейное штампование, тиснение, резка, струйная маркировка |
| Оборудование безопасности | Световые занавески, аварийные остановы, блокировки; Полностью закрытые ограждения |
| Управление компьютером | Логика ПЛК контролирует производство; Программирование сенсорного экрана HMI; Мониторинг и хранение данных |
| Структура | Прочная сварная стальная рама с точно обработанными направляющими рельсами |
Применение профилей шляп
Высокое соотношение прочности к весу профилей холодногнутого шляпного канала подходит для строительства и инженерных целей:
Строительные каркасы : Стойки стен, балки пола, стропила крыши, каркасные каналы Транспортировка : Дуги крыши грузовика/прицепа, компоненты шасси, сцепные устройства Солнечное крепление : Прикрепление солнечных панелей и кронштейнов Строительные материалы : Шпильки, стропила, ригели, жесткости Полки : Стойки, раскосы и балки Сельское хозяйство : Рама теплицы, оборудование для скота Общее производство : Поддержка конвейера, мезонины, стеллажи
Общие варианты материалов:
- \ Холоднокатаная сталь: экономичная, легко доступная, подлежащая переработке
- \ Горячекатаная сталь: Большая грузоподъемность
- \ Оцинкованная сталь: Сопротивление коррозии для использования на открытом воздухе
- \ Нержавеющая сталь: Экстремальные условия, санитарная среда
- \ Алюминий: Легкий, умеренная грузоподъемность
-
Виноградник пост Roll Forming Machine

-
Машина для производства сменного размера сигмовидного профиля

-
C Section Bracing Omega Storage Rack Upright Post Roll Forming Machine

-
Станок для производства стальных листовых коробок

-
Станок для профилирования стальных балок для колонн полки

-
Стеллаж для паллет. Шаговая балка P-образная. Машина для профилирования рулонов P-образных балок

-
Электрическая шкаф-рама для производства профнастила

-
Станок для производства рельсов Din Rail

-
Стеллаж / Вертикальный профилегибочный станок









Принцип работы
Принцип работы заключается в постепенном формировании плоской металлической полосы в профиль шляпного канала через несколько этапов гибки. Этот процесс холодной прокатки с прогрессивными штампами избегает перенапряжения материала, обеспечивая точные допуски.
Ключевые шаги:
- Листовая катушка загружена на приводной декойлер
- Податчик выпрямляет полосу и направляет ее в начальные ролики
- Первый этап рулонов сгибает фланцы вниз на 30-90° *
- Последовательные стойки постепенно формируют арочную форму
- Финальные два стенда близко к арке и заканчивают фланцы
- Профилирующий/пробивной рез профилей до нужной длины
- Углы наклона отрегулированы для контроля удлинения материала
Компьютеризированные контроли тщательно отслеживают подачу листов, обороты рулона и длину резки вниз по течению, чтобы гарантировать точность деталей.
Преимущества метода формирования
Машины для изготовления профилей шляпного канала обеспечивают важные преимущества помимо их способности формировать листовой металл:
Экономия труда
: Автоматизированная работа минимизирует количество сотрудников
Быстрые результаты
: Производство до 10 000 футов в час
Гибкий
: Быстрые изменения рулона для изменения размеров
Прочные суставы
: Обработанные обороты позволяют соединения
Экономия материалов
: Оптимизирует использование материала, меньше отходов от раскроя
Безопаснее
: Снижает травмы работников при обращении с листовыми материалами
Энергоэффективный
: Меньшая мощность по сравнению с другими процессами
Эффективность затрат
: Экономия на производстве по сравнению с другими методами
Ограничения процесса прокатки
Несмотря на преимущества, у машины для изготовления профиля шляпы есть ограничения, включая:
- \ Высокая стоимость оборудования
- \ Большие производственные партии необходимы для экономики
- \ Ограниченная сложность в формах профилей
- \ Требуется опыт в области листового металла
- \ Периодическое обслуживание рулонов
- \ Требуемая площадь пола
- \ Специализированная упаковка или упаковка вниз по течению
Каждое заявление должно быть оценено по общей стоимости, потребностям в объеме, доступному труду, требованиям к качеству и установочным соображениям.
Диапазон цен
Оборудование для изготовления профилей HAT начинается примерно от $100,000 за базовые модели и достигает более $500,000 за крупные индивидуальные машины с интегрированными вторичными операциями.
Рассмотрение затрат :
- \ Скорость линии
- \ Ширина вместимость
- \ Размер профиля
- \ Толщина материала
- \ Вторичные операции
- \ Программирование компьютеров
- \ Настройка
- \ Специальные покрытия
- \ Оборудование поддержки
- \ Фрахт и монтаж на заводе
Получите ценовые предложения от нескольких авторитетных производителей оборудования, чтобы сравнить ваши варианты. Рассмотрите местных поставщиков, а также международные импортные товары, учитывая факторы поддержки, обучения, документации, доступности обслуживания, наличия запасных частей и близости.
Критерии оценки поставщика
Выбор правильного поставщика оборудования для изготовления профилей HAT критичен для успеха:
| Параметр | Значение |
|---|---|
| Качество сборки | Высокий |
| Техническая поддержка | Высокий |
| Предыдущие установки | Высокий |
| Проектирование рулонов | Средний |
| Местное представительство | Средний |
| Обучение персонала | Средний |
| Доступность запасных частей | Высокий |
| Возможности программного обеспечения | Средний |
| Настройка | Низкий |
| Ценообразование | Высокий |
Дополнительные соображения:
- \ Годы в бизнесе, финансовая устойчивость
- \ Справочные проверки у существующих клиентов
- \ Время восстановления для проблем поддержки
- \ Ясность документации и руководств
- \ Продолжительность и область гарантии
Тщательно квалифицируйте поставщиков оборудования, используя такие метрики, прежде чем совершить покупку. Придайте приоритет технической экспертизе перед самой низкой капиталовложениями для долгосрочных результатов.
Плюсы и минусы методов производства
Сравните процесс формовки рулонов с альтернативными вариантами обработки листового металла:
| Параметр | Прокатка | Гибка пресс-тормозом | Экструзия |
|---|---|---|---|
| Время настройки | Средний | Длинный | Средний |
| Точность | Высокий | Средний | Средний |
| Скорость пропускания | Быстро | Медленный | Средний |
| Требования к труду | Низкий | Высокий |
Установка и настройка
Правильная установка и настройка линии производства профилей HAT необходима для эффективной работы и качества продукции.
Ключевые шаги включают:
- \ Выгрузка компонентов с транспортного средства с помощью крана или погрузчика
- \ Сборка секций машины вместе и крепление к полу
- \ Стенды для выравнивания и проверка допусков по прямоте/перпендикулярности
- \ Система размотки катушки и крепление к земле
- \ Протяжка кабельных лотков и подключение электрической проводки
- \ Прикрепление гидравлических/пневматических трубок и фитингов
- \ Установка линий смазки на подшипники
- \ Настройка рулонных наборов для начальных параметров профиля
- \ Беговая дорожка медленно для подтверждения зазоров компонентов
- \ Программирование программного обеспечения для размеров и операций
- \ Настройка датчиков, управления и безопасных цепей
- \ Запуск деталей комиссии для проверки качества
- \ Исправление любых проблем до подписания на производство
Поставщики оборудования HAT должны предоставить опытных техников для руководства установкой и окончательной проверкой качества перед выпуском линии на самостоятельную работу. Предоставьте несколько дней для правильной настройки.
Руководство по эксплуатации
Обученные операторы необходимы для работы оборудования по изготовлению профилей HAT, чтобы предотвратить плохое качество или повреждение.
Ключевые операционные руководства:
- \ Выберите параметры профиля в программном обеспечении управления
- \ Маршрутный лист в питатель и настройка для отслеживания
- \ Выровняйте направляющие края и настройки натяжения подачи
- \ Медленно бегите, чтобы пропустить лист через ролики
- \ Постепенно увеличивайте скорость до целевой производственной нормы
- \ Мониторинг выравнивания полосы, качества и длины резки
- \ Сгруппируйте профили и удалите завершенные стеки
- \ Производство документов учитывается для отслеживания
- \ Выполнять периодические технические обслуживания/смазку
- \ Сообщите о любых аномальных шумах, температуре или проблемах
Лучшие практики по обслуживанию
Постоянное обслуживание сохраняет время работы и производительность для формовщиков рулонов каналов шляпы.
Ежедневно:
- \ Визуальные проверки охранников/аппаратуры/гидравлики/пневматики
- \ Применение смазки на подшипники/шестерни в соответствии с графиком
- \ Проверка безопасности цепей и остановов
- \ Мониторинг износа валков и качества деталей
Ежемесячно:
- \ Проверка натяжения ремня на приводах
- \ Проверка целостности крепежных элементов
- \ Тщательная очистка грязи/мусора
- \ Тестирование беспроводной связи
- \ Электрические оконцовки проверены на герметичность
Ежеквартально:
- \ Замена гидравлической фильтрации
- \ Изменения масла в коробке передач после первых 250 часов
- \ Калибровка датчиков и измерительной аппаратуры
- \ Проверка шнуров и кабелей
- \ Резервное копирование/восстановление тестов автоматизации
Документирование состояния оборудования через журналы и анализ тенденций проблем способствует надежности.

Часто задаваемые вопросы
Какая толщина листового металла может быть сформирована?
- Для обычной углеродистой стали возможна толщина до 3/16 дюйма, но она может варьироваться в зависимости от оборудования. Тонкие/толстые марки могут быть произведены с настройкой.
Какие ширины каналов возможны?
- Линии изготовления профиля шляпы обычно могут достигать максимальной ширины плоского фланца около 8 дюймов. Более широкие размеры могут быть возможны благодаря специальной инженерной разработке.
Какова скорость производства?
- Производители профилей для шляп среднемесячно производят около 10 000 линейных футов в час в зависимости от размера готового профиля. Скорость производства также изменяется в зависимости от толщины материала и желаемого качества.
Какие вторичные операции могут быть интегрированы?
- Общие интегрированные операции включают пробивание отверстий, тиснение логотипов, резку длинными листами, нанесение идентификационных маркировок чернильными струйными принтерами и автоматическое подсчет/упаковку готовой продукции.
Каково время выполнения для машины по изготовлению профилей HAT?
Сроки выполнения заказов в среднем составляют от 12 до 20 недель с момента размещения заказа до отгрузки. Сроки выполнения заказов зависят от настроек, объема производства и условий доставки.


Недавние сообщения

26 октября 2016 года
Самый успешный инженерный подрядчикСвяжитесь с нами, чтобы получить самый новый котировочный лист
Свяжитесь с нами, чтобы получить самый новый котировочный лист. Вы обнаружите, что работаете в настоящем партнерстве, которое приводит к невероятному опыту и лучшему конечному продукту.


Свяжитесь с нами
Информация о продукте
Количество
Единица
Кусок
Поддержка заказа образцов, настройки, оптовые поставки и полная оплата. Если продукт, который вы ищете, не имеет соответствующего индивидуализированного контента, заполните форму ниже, чтобы связаться с нами, и мы ответим как можно скорее.