
Язык
OEM Холодный профилегибочный станок
OEM Холодный профилегибочный станок
Feb 02, 2024
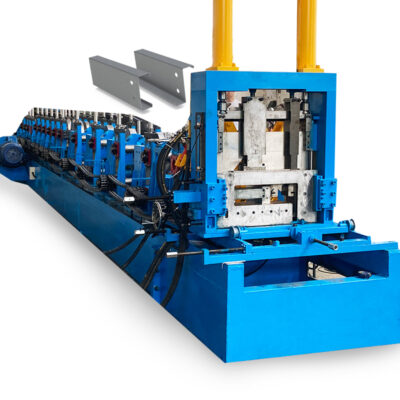
Холоднокатаные станки для профилирования формируют металлические катушки в индивидуальные профили через пошаговый непрерывный процесс изгиба с использованием серии валков. oem холодный профилегибочный станок предложение индивидуального проектирования и изготовления такого оборудования, адаптированного к конкретным производственным потребностям компании. Этот исчерпывающий руководство охватывает все, что связано с ОЕМ холодными профилями.
Обзор OEM холодных профилегибочных станков
OEM холодные профилегибочные станки, также известные как OEM профилегибы или линии профилегиба, являются идеальным выбором оборудования для высокоточного производства металлических деталей с повторяющимися поперечными сечениями. Ключевые преимущества включают в себя:
- Настроено в точном соответствии с требованиями покупателя
- Интегрирован с другими производственными процессами на месте
- Снижение первоначальных капиталовложений по сравнению с готовыми решениями
- Оптимизировано для эффективности и максимального выхода
Технология профилегиба OEM превращает плоский металлический лист в угловые, изогнутые или другие настраиваемые формы путем постепенного изгиба материала через последовательные роликовые станции на непрерывной линии производства.
Области применения включают в себя:
- Кровельные работы, обшивка, облицовка, системы водоотведения
- Компоненты стеллажей, полок, ограждений и дверных рам
- Автомобильные, отопительно-вентиляционные и бытовые приборы
- Леса, крепления для солнечных панелей, продукция для автомобильных дорог

Как работает Oem холодный профилегибочный станок
Процесс холодной профилегибки OEM включает в себя:
Подача материала
- Металлический прокат, намотанный на декойлер
- Подается через выпрямитель для исправления плоскости/выравнивания
- Входит в раздел формирования
Формирование
- Лист проходит через серию роликовых станций
- Ролики накладывают давление для пошагового изгибания металла
- Желаемый профиль достигается постепенно за несколько проходов валиком
Отсечка и настройка
- Формированный профиль, отрезанный по длине вращающимся ножницами
- Отверстия пробиты, монтажные элементы вставлены, концы обрезаны и т. д.
- Готовые детали извлекаются столом для сбора или конвейерами
Таблица 1: Модули машины для холодной профилегибки OEM
| Модуль | Функция |
|---|---|
| Размотчик | Размотать металлический рулонный материал |
| Прямоугольник | Выровнять/сплющить материал |
| Станции профилегибочного оборудования | Постепенно формируйте профиль |
| Ударный блок | Проколоть отверстия при необходимости |
| Стрижка | Разрезать металл на нужную длину |
| Вставка оборудования | Добавьте фурнитуру, если необходимо |
| Извлекатель | Удалить готовые изделия |
Типы Oem Cold Roll Forming Machine Оборудование
Производители OEM-прокатчиков настраиваются во время проектирования для соответствия требуемым геометриям деталей, объемам производства и потребностям интеграции линии. Основные типы включают:
Таблица 2: Общие типы OEM холодного профилегиба
| Тип | Описание |
|---|---|
| Линии старта и финиша | Пакетное производство с низким выходом |
| Непрерывные линии | Высокий объем, максимальная эффективность |
| Компактные линии | Экономия места для мелких деталей |
| Приспособление башни | Прокатка + изгиб металла на той же машине |
| Портативные блоки | Возможность мобильного профилирования |
| Всеэлектрические линии | Чистящее средство, экологически чистое формирование |
Конфигурации на основе приложений
OEM станки для производства также могут быть классифицированы по области применения конечного продукта:
- Строительные профилегибы: Кровельные работы, обшивка, дренаж, несущие конструкции
- Солнечные профилегибы: Крепежные рейки, опорные каналы
- HVAC Roll Formers: Компоненты воздуховодов, продукция для вентиляции
- Сельскохозяйственные профилегибы: Панели силоса, строительные обрамления, дренаж
- Производители автомобильных профилегибов: Кузовные панели, структурные усиления
Формирование компонентов в каждой вертикали требует учета конкретных проектных решений, решаемых с помощью индивидуального оборудования OEM.
Принцип работы оригинальной холодной профилегибочной машины
Основная рабочая концепция любой системы холодной профилировки заключается в прохождении плоского листового металлического полосового материала через последовательные роликовые станции для индукции пошагового изгиба до тех пор, пока желаемый профиль постепенно не формируется по длине материала.
Таблица 3: Основные принципы процесса холодной прокатки
| Принцип | Объяснение |
|---|---|
| Инкрементальное изгибание | Множество маленьких изгибов, распределенных на нескольких проходах валиков, формируют профиль |
| Непрерывная обработка | Катушка непрерывно подается через ролики с постоянной скоростью |
| Холодная обработка | Формование при комнатной температуре сохраняет свойства материала |
| Компрессионная сила | Ролики накладывают локализованное давление для изгиба листа |
| Прогрессивное формирование | Финальная форма достигается постепенно через последовательность роликов |
Понимание этих основных механизмов формирования изгиба помогает оценить, как OEM производители профилей могут создавать настраиваемые геометрии.
Ключевые параметры процесса
Кроме того, знание определенных ключевых параметров процесса важно для разработки эффективных линий холодной профилегибки OEM:
- Толщина и класс металла – Определяет силу, необходимую для формирования
- Ширина рулона материала – Влияет на количество требуемых формирующих головок/станций
- Внутренний радиус изгиба – Влияет на размеры и компоновку роликов
- Угол изгиба – Последовательное изгибание добавляется к профилю формы
- Количество проходов – Больше проходов позволяют более точно контролировать поэтапное формирование
Путем учета этих спецификаций при разработке концепции оборудования можно максимизировать производительность OEM-прокатчика.
-
Машина для производства профиля C и Z с изменяемыми размерами

-
Электрическая машина для производства каркасов шкафов

-
Станок для производства рельсов Din Rail

-
Станок для производства профильных труб CZ Purlin

-
Станок для производства кабельных лотков методом прокатки

-
Машина для профилирования рулонов профиля формы C крепления PV

-
Производственная линия для профилирования лотков для кабелей

-
C Z Purlin Channel Cold Roll Forming Machine Full Auto Galvanized Steel Profile
-
Станок для производства кронштейнов для солнечных батарей (профиль HAT / Омега)

Проектирование и инжиниринг станка для профилирования
Создание оптимизированных OEM холоднокатаных станков для производственной среды компании требует обширной конструкторской разработки, настроенной под их конкретные требования к компонентам и ограничениям макета.
Таблица 4: Рассмотрение конструкции OEM Roll Former
| Аспект дизайна | Детали |
|---|---|
| Формирование роликовых станций | Макет, тип, количество и размер |
| Система подачи материала | Разматыватель, рихтовщик и направляющие |
| Профиль Обрезка | Ротационный или гильотинный стиль ножниц, автоматизация |
| Конвейер/Извлечение | Линейные или конвейеры на выход, метод удаления деталей |
| Контроллеры и приводы | Программирование ПЛК, серводвигатели/VFD, HMI |
| Охрана безопасности | Сетка, плексиглас или стальное строительство |
| Структурная рама | Профиль, жесткость и сопротивление вибрации |
| Интеграция линии | Плавные соединения с входящими/исходящими процессами |
Правильный дизайн - ключ к:
- Достижение необходимых геометрий деталей
- Максимизация скорости производства и времени работы
- Обеспечение доступного пола
- Упрощение обслуживания/переналадки
- Обеспечение будущей гибкости
Сотрудничество с опытным производителем OEM рулонных формовщиков на ранней стадии позволяет использовать их инженерные знания для правильной настройки этих параметров.
Ключевые соображения при выборе OEM Холодильная профилегибочная машина Поставщик
Выбор правильного партнера по OEM холодной профилегибочной машине критичен, потому что оборудование напрямую влияет на производственные возможности, выход и операции.
Таблица 5: Как выбрать поставщика OEM Roll Former
| Критерии оценки | Значение |
|---|---|
| Навыки проектирования и инженерии | Способность поставлять оптимальное индивидуальное решение |
| Качество сборки и структурная жесткость | Максимизирует точность и согласованность продукции |
| Скорость производства | Определяет скорость вывода компонента |
| Дизайн быстрой смены | Минимизирует простои из-за изменений размера/профиля |
| Точность и повторяемость | Важно для поддержания строгих допусков |
| Опыт и технические знания | Необходимо для сложности процесса проектирования |
| Отзывчивость | Скорость итераций дизайна и обработки цитат |
| Ограничения бюджета | Сбалансируйте производительность с приемлемой ценовой точкой |
Дополнительные соображения при сравнении производителей оригинального оборудования для профилегиба включают:
- Годы в бизнесе и количество поставленных машин
- Компетенции инженерного персонала
- Понимание точных требований к производству
- Опыт интеграции линии, если необходимо
- Общее восприятие репутации и философия обслуживания клиентов
Получение нескольких цитат позволяет сравнивать технические предложения и компромиссы в стоимости. Также настоятельно рекомендуется посещение объектов существующих установок.
Плюсы и минусы технологии холодной профилегибки OEM
Холодная профилегибка с использованием оборудования OEM предлагает многочисленные преимущества, но также имеет некоторые ограничения, которые необходимо учитывать в зависимости от потребностей продукта.
Таблица 6: Преимущества и недостатки OEM холодных профилегибов
| Преимущества | Недостатки |
|---|---|
| Непрерывное производство на высоких скоростях | Значительные вложения в основной капитал |
| Постоянное, повторяющееся качество продукции | Построенный жесткий, изменения требуют переделки |
| Высокий выход материала из входных катушек | Ограниченная сложность формирования на основе радиуса изгиба |
| Низкие затраты на инструмент после первоначального создания | Не идеально для низких или чрезвычайно высоких объемов производства |
| Требования к упрощенным навыкам работы | Интеграция линии может потребовать внутренних/внешних процессов |
| Маленькое оборудование занимает мало места | Значительное время на разработку и строительство машин |
| Преимущества энергоэффективности | Ограниченная способность формировать материалы высокой прочности |
| Отсутствие отопления или использование химии |
Понимание этого профиля сильных и слабых сторон помогает определить, когда инвестирование в OEM холодные профилегибы оправдано стратегически.
Основные области применения для деталей, изготовленных методом холодной прокатки OEM
Настроенные OEM-машины для профилегиба находят широкое применение, обслуживая производственные потребности различных отраслей промышленности.
Строительство:
- Строительные стойки для каркаса
- Кровельные, обшивочные, дренажные профили
- Компоненты дверей, окон, полок
Автомобильная промышленность:
- Вставки для укрепления рамы автомобиля
- Наружные кузовные панели и отделка
- Отделение для хранения внутреннего отделения
Бытовая техника и ОВК:
- Барабаны стиральной машины / сушильной машины
- Холодильные установки
- Воздуховоды и вентиляционные детали
Инфраструктура:
- Барьеры безопасности на шоссе
- Дорожные знаки и сигналы
- Опалубка и подмостки
Энергия:
- Крепежные рамы для солнечных панелей
- Панели корпуса ветряной турбины
- Столбы для передачи электроэнергии
Гибкость создания настраиваемых поперечных геометрий эффективно через OEM профилегиб позволяет массово поставлять повторяющиеся детали в эти разнообразные секторы.
Заключение
Инвестирование в индивидуальные возможности OEM холодной профилегибочной обработки приносит значительные преимущества для производства компонентов с повторяющимися профилями на высоких объемах эффективно. Сотрудничество на ранних этапах с специализированными производителями оборудования OEM позволяет настраивать каждый аспект дизайна для максимальной производительности. Понимая основы процесса пошагового гиба, открываются возможности для творческого формирования металла в различных приложениях. С правильным планированием и инженерной строгостью детали, изготовленные методом холодной профилегибочной обработки OEM, могут обеспечить повышение производительности и качества в производстве.

Часто задаваемые вопросы
Q: Какая экспертиза необходима для работы на линиях холодной профилировки OEM?
A: Операция базового оборудования достаточно проста для быстрого обучения операторов. Программные настройки и техническое обслуживание обрабатывают инженеры-производственники. Опытные технические команды необходимы со стороны производителя OEM для правильного проектирования и разработки оборудования.
Q: Могут ли другие виды металлообработки быть интегрированы с машинами для холодной прокатки?
A: Да, пробивка, резка, прессование, установка аппаратуры, извлечение деталей с помощью роботов и другие вторичные процессы могут быть встроены в полные OEM-решения для профилегибочных систем.
Q: Какого размера металлические катушки можно производить методом прокатки?
A: Производственные мощности OEM-производителей профилегибов варьируются в зависимости от конструкции и обычно обрабатывают рулоны шириной от нескольких дюймов до 72 дюймов, весом более 50 000 фунтов. Многие предусматривают возможность подключения нескольких рулонов.
Q: Насколько быстры переключения между различными профилями, формируемыми прокатом?
A: Электрическая регулировка рулона с обратной связью позволяет довольно быстрые смены профиля в течение 15-30 минут в зависимости от сложности после построения первичного инструмента.
Q: Какие факторы влияют на ценообразование OEM холодной профилегибочной машины?
A: Ключевыми определителями капитальных затрат являются общая длина линии, количество формирующих головок, возможности по толщине/ширине материала, требования к точности и степень наличия функций индивидуализации деталей.
Q: Можно ли легко переместить или перепродать оборудование для холодной профилировки OEM?
A: Изменение местоположения всей производственной линии после начального строительства обычно невозможно. Для перепродажи настройки под потребности первоначального покупателя часто ограничивают универсальное привлекательность, требуя значительных модификаций.


Недавние сообщения

26 октября 2016 года
Самый успешный инженерный подрядчикСвяжитесь с нами, чтобы получить самый новый котировочный лист
Свяжитесь с нами, чтобы получить самый новый котировочный лист. Вы обнаружите, что работаете в настоящем партнерстве, которое приводит к невероятному опыту и лучшему конечному продукту.


Свяжитесь с нами
Информация о продукте
Количество
Единица
Кусок
Поддержка заказа образцов, настройки, оптовые поставки и полная оплата. Если продукт, который вы ищете, не имеет соответствующего индивидуализированного контента, заполните форму ниже, чтобы связаться с нами, и мы ответим как можно скорее.