
Язык
Прокатный станок для формовки рулонных жалюзийных дверей
Прокатный станок для формовки рулонных жалюзийных дверей
Feb 01, 2024
Роликовые жалюзи - это раскладные двери, ворота или окна, содержащие горизонтальные ламели из металла или пластика, которые поднимаются и опускаются, скользя по направляющим, чтобы открываться и закрываться. Для быстрого производства изогнутых профилей ламелей жалюзи используется специализированное оборудование для профилирования.
Этот исчерпывающий руководство предоставляет подробные сведения о роликовые жалюзи для дверей, профнастил для производства рулонных ворот включая:
Обзор машины для производства профнастила для рулонных ворот
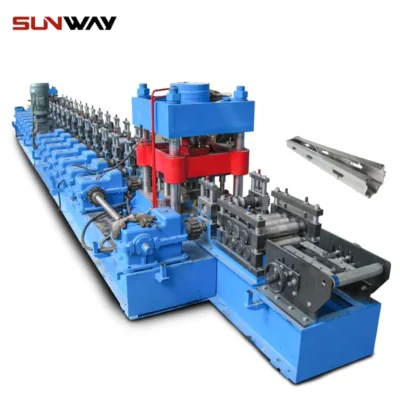
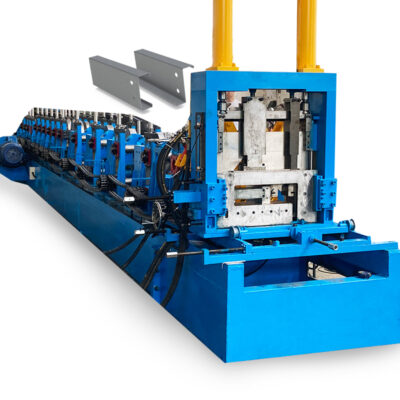
Процесс формования рулонных жалюзийных ламелей включает постепенное изгибание листов или рулонов алюминия, стали, винила и т. д. в изогнутую форму с использованием серии вальцов для применения в системах ограждения и безопасности.
Основные преимущества профилей рулонных жалюзи:
- Высокие темпы производства и низкие затраты
- Гибкость для индивидуальных форм и размеров
- Постоянное качество на протяжении длинных отрезков
Линии профилирования могут быть настроены для производства различных геометрий и конфигураций жалюзийных ламелей оптимально.
Таблица 1: Типы машин для формирования рулонных жалюзи
| Оборудование | Описание |
|---|---|
| Стандартные профилегибы | Основные машины для стандартных профилей жалюзи |
| C и U гибочные станки | Специализированное оборудование для выраженных изгибов |
| Линии с множественными профилями | Быстрая смена между несколькими формами |
| Автоматизированные линии | Интегрированный материальный обработка и управление |
| Пользовательские профилегибы | Специально разработан для создания особых геометрий жалюзи |
Теперь, когда мы рассмотрели основы, давайте поймем как работают машины для производства рулонных ламелей жалюзи .

Прокатный станок для формовки рулонных жалюзиных полотен ворот Принцип работы
Процесс профилирования включает в себя:
Шаги:
1. Кормление металлическая катушка через выпрямительные валы
2. Формирование профильный слат с использованием профилированных валковых матриц
3. Калибровка форма последующими стендами
4. Резка ламели по указанной длине
5. Подсчет и Сложение законченные изделия
Основные компоненты :
| Часть | Роль |
|---|---|
| Разматыватель | Питает входную катушку |
| Прямоугольник | Удаляет изгиб катушки |
| Корпус рулона | Монтирует контурные валики для прокатки |
| Ротационный нож | Обрезает жалюзи до нужной длины |
| Таблица доставки | Вывод стеков |
Постепенное изгибание матрицами позволяет быстро производить непрерывные длины жалюзийных ламелей без дефектов.
Теперь, когда мы рассмотрели основы процесса, давайте рассмотрим ключевые факторы дизайна для строительства профилегибов для рулонных жалюзийных ламелей.
Рассмотрение конструкции профилей жалюзи
Для создания оборудования, производящего качественные жалюзийные ламели, соответствующие требованиям, параметры, учитываемые при проектировании, включают:
Таблица 2: Факторы конструкции профилегиба жалюзийной ленты
| Аспект | Детали |
|---|---|
| Материал | Сталь, алюминиевые марки - калибр, ширина |
| Профиль жалюзи | Форма, радиус изгиба, ребристость |
| Скорость формирования | Оптимизировано для скоростей деформации, толщины |
| Die Contours | Точная обработка для профильных размеров |
| Добавленные функции | Тиснение, выемка, сверление |
| Автоматизация линии | Материальная обработка, система управления |
Дизайнер должен сбалансировать эти взаимосвязанные параметры, чтобы создать эффективное и эффективное оборудование для формовки рулонных жалюзи.
Теперь, когда мы увидели процесс проектирования, давайте исследуем материалы использованный и параметры профиля которые могут быть сформированы для ставней.
Материалы для жалюзийных ламелей для линий профилирования
Общие материалы для катушек металла, подаваемые в эти машины, включают в себя:
Таблица 3: Сырье для жалюзийных ламелей
| Материал | Особенности | Диапазон толщины |
|---|---|---|
| Алюминий | Легкий, прочный | 0.3 1 мм |
| Оцинкованная сталь | Коррозионно-стойкое покрытие | 0.4 - 1 мм |
| Нержавеющая сталь | Прочное водостойкое покрытие | 0.5 - 1.25 мм |
| Винил (ПВХ) | Низкая стоимость, легкое формирование | 0.10 0.20 дюйма |
Выбор материала зависит от:
- Сила необходимо приложением
- Сопротивление коррозии требования
- Ограничения бюджета
Теперь давайте посмотрим на параметры профиля :
Таблица 4: Типичные профили жалюзийных ламелей
| Профиль | Описание | Типичные использования |
|---|---|---|
| C Образный | Выраженный вогнутый изгиб | Защитные ролеты от шторма |
| Z Форма | Острые угловатые рёбра | Штатные роллеты, ограждения |
| Взаимозапирание | Смещенные изгибы соединяются вместе | Гаражные, складские двери |
| Изолированный | Пеной заполненные полые ламели | Комнаты с контролем температуры |
Больше контуров и рёбер добавляют прочности. Изолированные профили улучшают шумоизоляцию и теплопередачу.
После просмотра материалов и профилей, связанных с жалюзийными ламелями, перейдем к рассмотрению Производители профилегибочных станков OEM – критерии выбора ключевых и ценовой диапазон.
-
Виноградник пост Roll Forming Machine
-
Машина для производства сменных сигмовидных стропил с изменяемым размером

-
Машина для профилирования рулонов профиля формы C крепления PV

-
C Z Purlin Channel Cold Roll Forming Machine Full Auto Galvanized Steel Profile
-
Станок для резки стальной ленты на длину

-
Станок для резки стальной ленты на длину

-
Станок для резки стальной ленты на длину

-
Станок для производства кронштейнов для солнечных батарей (профиль HAT / Omega)

-
Машина для профилирования рулонов профиля формы Z крепления PV

Выбор производителей рулонных формовщиков жалюзи
Из-за их тяжелой структуры и необходимости настройки оценка OEM-поставщиков по нескольким аспектам помогает получить высокопроизводительные профилегибы для производства жалюзийных ламелей.
Таблица 5: Критерии выбора OEM для производителя рулонных ламелей жалюзи
| Параметр | Детали |
|---|---|
| Техническая экспертиза | Опыт обслуживания клиентов отрасли корпусов с экспертизой в области домена |
| Производственное предприятие | Ручное и ЧПУ оборудование для изготовления тяжелых линий формовки |
| Контроль качества | Сертификация, возможности тестирования для соблюдения стандартов |
| Навыки настройки | Оборудован для специализированных геометрий рейки, вторичных операций |
| Предлагаемые услуги | Поддержка дизайна, обучение операторов, установка и обслуживание |
| Доставка и Надежность | Доказанная способность выполнения индивидуальных проектов в срок |
| Ценообразование | Качественное оборудование, сбалансированное по производительности и бюджету |
Ссылки на отрасль и посещения сайтов существующих установок укрепляют уверенность в возможностях поставщика.
Диапазон цен:
- Ручной профилегиб $40,000 to $100,000
- Автоматизированная линия $100,000 to $200,000
- Пользовательский производитель рулонов $200,000+
Точная цена зависит от размера, темпов производства и уровня автоматизации, необходимого.
Теперь, когда у нас есть руководство по выбору OEM-партнеров, давайте рассмотрим плюсы и минусы покупки по сравнению с аутсорсингом производство слэтов.
Рассмотрение покупки по сравнению с аутсорсингом для жалюзийных ламелей
Покупка собственного оборудования предоставляет контроль, но имеет значительные компромиссы, которые нужно взвесить по сравнению с использованием услуг внешних служб профилирования:
Таблица 6: Собственные машины против аутсорсинга для жалюзийных ламелей
| Рассмотрение | Последствия |
|---|---|
| Высокий начальный капитал | Большие денежные затраты, длительный срок окупаемости |
| Экономия материалов и труда | Снижение себестоимости за единицу продукции при больших объемах |
| Контроль качества | Полный контроль над всем процессом |
| Переключения | Простой для настройки нарушает планирование производства |
| Накладные расходы | Квалифицированный труд, расходы на обслуживание |
| Гибкость | Более быстрые итерации дизайна, улучшение жалюзи со временем |
Производители должны оценить прогнозируемые потребности в производстве, экономику затрат, доступное производственное пространство и возможности команды перед принятием решения между внедрением процесса профилирования листов или его аутсорсингом.
Испытание начальных партий услуг толлинга помогает подтвердить спрос перед покупкой оборудования.
Теперь, когда мы оценили затраты на владение профилегибом, давайте рассмотрим операционные факторы как установка, эксплуатация и обслуживание.
Установка, эксплуатация и обслуживание профилегиба жалюзийного листа
Для эффективной работы профилегибов для ламелей жалюзи после их доставки требуется:
Таблица 7: Установка и эксплуатация профилегиба жалюзийного листа
| Деятельность | Детали |
|---|---|
| Подготовка площадки | Основания уровня, электрические соединения, зоны материального потока |
| Сборка машины | Болтовые стойки, подключите питание и управление в соответствии с чертежами |
| Ввод в эксплуатацию | Калибровать датчики, тестировать аварийные остановки, отлаживать цепи |
| Пробные запуски | Проверьте выходные показатели, качественные метрики с использованием тестовых материалов |
| Обучение операторов | Обзор программного обеспечения управления, процедуры настройки, безопасность |
| Текущая операция | Отслеживание статуса линии, помощь при извлечении деталей, упаковка |
Следование рекомендуемым процедурам и профилактическому обслуживанию помогает максимизировать время работы производства.
Регулярные технические работы включают в себя:
- Очистка и смазка формующих пуансонов
- Проверка подшипников, датчиков, гидравлики на износ
- Замена изношенных компонентов, таких как лезвия
- Обновления программного обеспечения и прошивки
Теперь, когда мы рассмотрели производственную фазу, давайте завершим, подытожив основные преимущества и ограничения вокруг оборудования для производства рулонных жалюзийных ламелей .
Преимущества и недостатки машин для формования рулонных жалюзиных ламелей
Таблица 8: Преимущества и ограничения профилегиба жалюзийного рулона
| Рассмотрение | Детали |
|---|---|
| Высокая производительность | Сотни футов формируются в минуту |
| Короткие сроки поставки | Быстрая доставка для срочных заказов |
| Снижение трудовых затрат | Автоматизированный процесс требует немного операторов |
| Ограничения формы | Постепенные изгибы выполнимы |
| Контроль качества | Точные допуски трудно достичь |
| Смена линии | Простой для настройки профиля |
Взвешивание этих ключевых факторов помогает производителям принимать оптимальные инвестиционные и производственные решения по оборудованию.
Я надеюсь, что этот руководство охватывает детали машины для формования рулонных ламелей жалюзи, необходимые металлообрабатывающим предприятиям, интеграторам и конечным заказчикам, изучающим производство этих важных компонентов раскладных дверей. Дайте мне знать, если вам нужно какое-либо пояснение или у вас есть дополнительные вопросы!

Часто задаваемые вопросы
Q: Какая экспертиза требуется для работы с профилями рулонных формовщиков жалюзийных ламелей?
A: Квалифицированным техникам, способным интерпретировать чертежи, калибровать датчики, обрабатывать рулонный материал и проверять соответствие стандартам качества, требуется для эффективной настройки и запуска линий производства жалюзийных ламелей.
Q: Как соединяются изогнутые жалюзи?
A: Используются взаимозапирающие концевые клипсы или отдельные петли для соединения каждой вертикальной планки формы C/Z в складную дверную конструкцию, которая скользит внутри боковых направляющих при сворачивании.
Q: Что определяет долговечность затвора?
A: Срок службы жалюзи зависит от выбранного класса материала, дизайна профиля ламели, обработки покрытия, применяемой смазки и частоты использования. Ручное или моторизованное открывание/закрывание также влияет на скорость износа.
Q: Могут ли быть переработаны ПВХ-ламели?
A: В то время как стальные и алюминиевые ламели могут легко быть переработаны, ПВХ обычно попадает на свалки. Однако инициативы по восстановлению винила, направленные на переработку жалюзи, создают возможности для повторного использования.


Недавние сообщения

26 октября 2016 года
Самый успешный инженерный подрядчикСвяжитесь с нами, чтобы получить самый новый котировочный лист
Свяжитесь с нами, чтобы получить самый новый котировочный лист. Вы обнаружите, что работаете в настоящем партнерстве, которое приводит к невероятному опыту и лучшему конечному продукту.


Свяжитесь с нами
Информация о продукте
Количество
Единица
Кусок
Поддержка заказа образцов, настройки, оптовые поставки и полная оплата. Если продукт, который вы ищете, не имеет соответствующего индивидуализированного контента, заполните форму ниже, чтобы связаться с нами, и мы ответим как можно скорее.