










Станок для производства вертикальных рулонов стеллажей на складе
Производственная линия для формования стоек для складских полок, также известная как машина для формования рулонов для паллетных стеллажей, разработана для производства вертикальных рам / стоек. Наша интеллектуальная машина для формования рулонов может создавать стойки различных размеров с толщиной от 1,5 до 3,0 мм. Размотка, серводача, пробивка, формование рулонов, резка и другие процессы могут быть автоматически реализованы на одной линии. В то же время у нас есть машина для формования рулонов для создания коробчатых балок, шаговых балок и полок. Все они являются компонентами системы паллетного хранения.


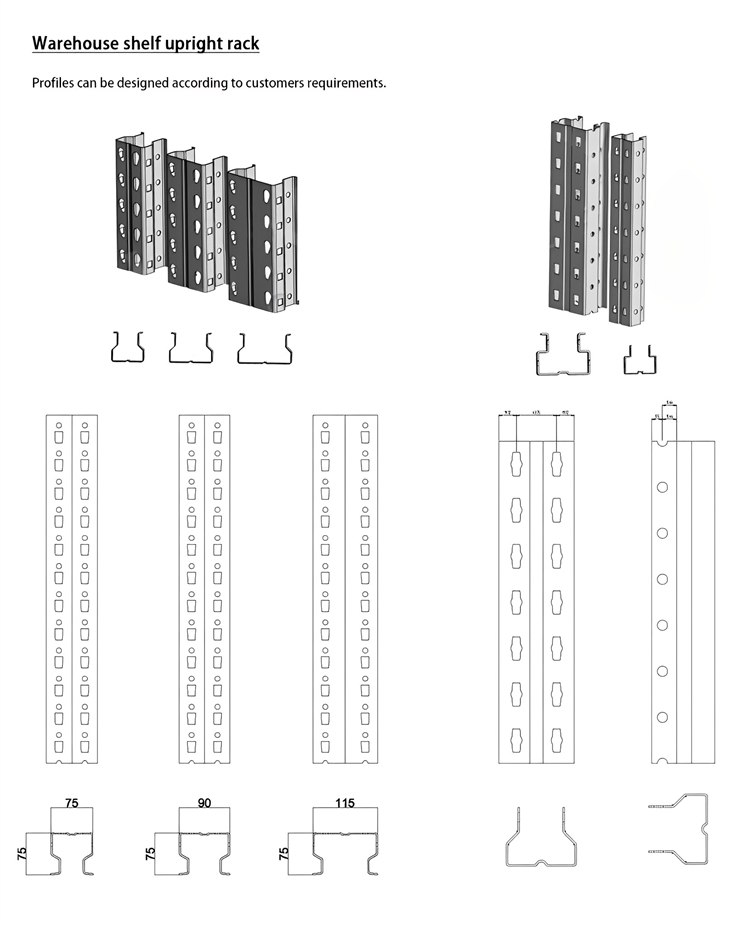
Профильные чертежи
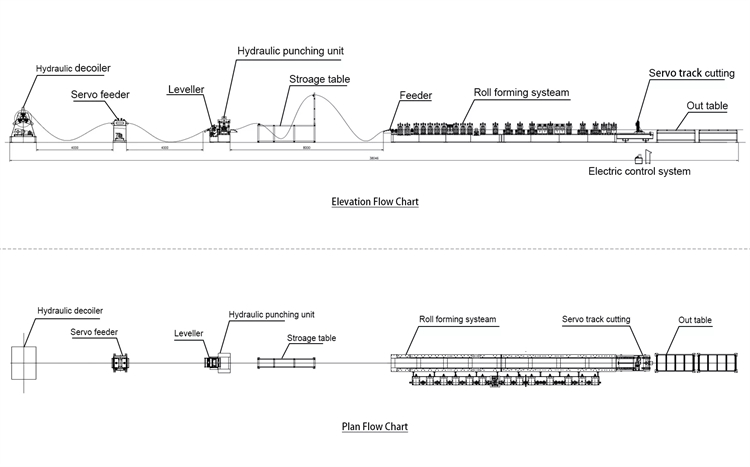
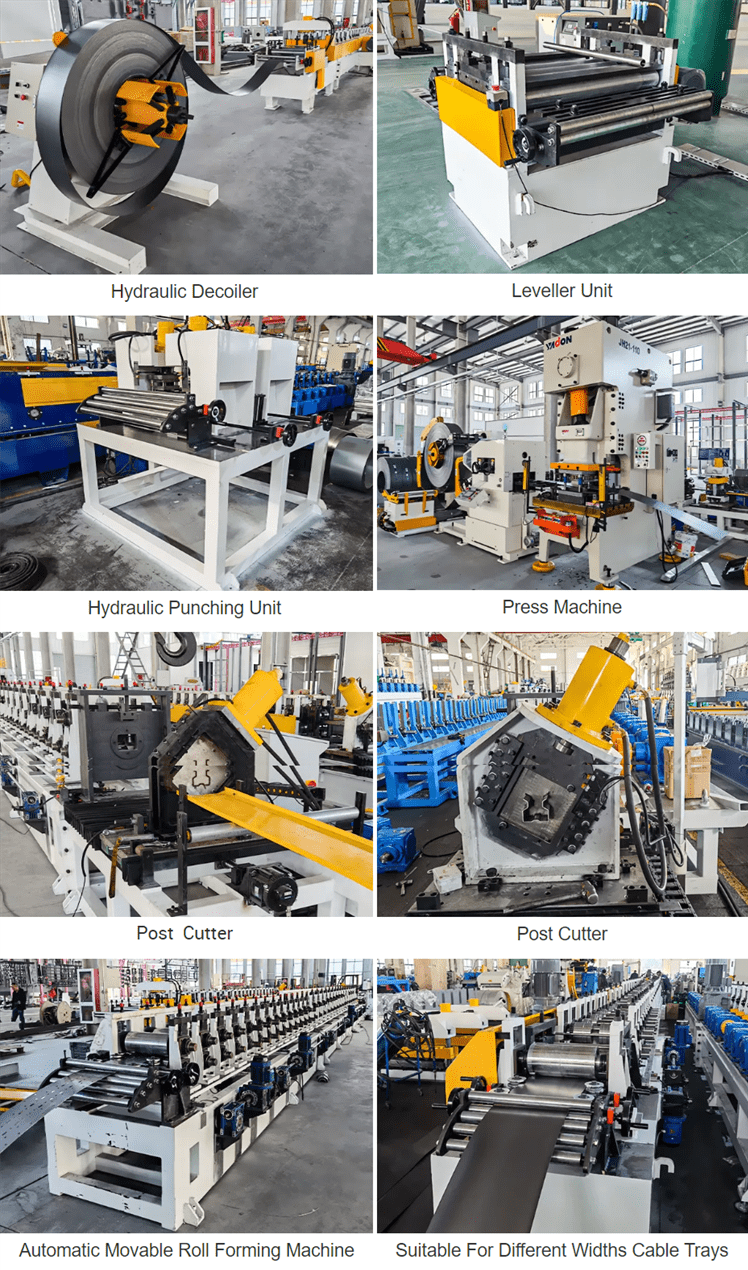
Линия производства
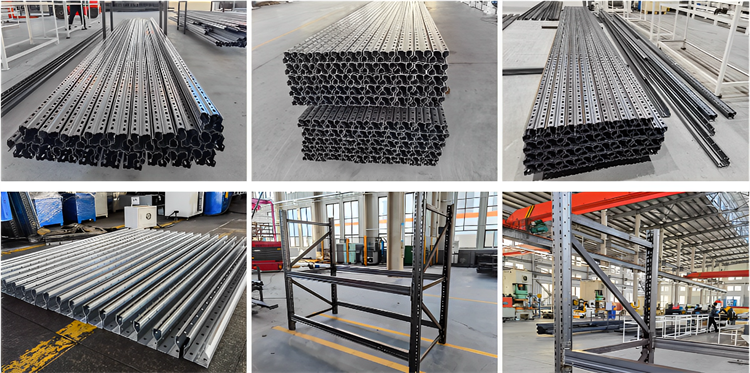
Детали продукта
Параметры станка для производства вертикальных рулонов для складских полок
| Станок для производства вертикальных рулонов для складской полки | ||
|
Материал, подлежащий обработке на станках
|
A) Гальванизированная сталь |
Толщина (мм): 1.5-3.0 по требованию клиента
|
| B) Нержавеющая сталь | ||
| Предел текучести | 250 550 Мпа | |
| Напряжение тензила | G250 Mpa-G550 Mpa | |
| Размотчик | Ручной декоилер | * Гидравлический декоилер (по желанию) |
| Система пробивки | Гидравлическая установка для пробивки | * Штамповочный пресс (по желанию) |
| Станция формирования | Около 25 стендов | * Согласно вашим профильным чертежам |
| Система управления | Цепной привод | * Привод коробки передач (по желанию) |
| Структура машины | Станция стеновых панелей | * Чугунные подставки (по желанию) |
| Скорость формирования | 5-15 (M/MIN) | * Или в соответствии с вашими чертежами профиля |
| Материал роликов | GCr 15 | * Cr12 (Optional) |
| Система резки | Гидравлическая резка | * Пила резка (по желанию) |
| Бренд частотного преобразователя | Yaskawa | * Siemens (Optional) |
| Бренд ПЛК | Panasonic | * Siemens (Optional) |
| Блок питания | 380V 50Гц 3ф | * Или в соответствии с вашим требованием |
| Цвет машины | Промышленный синий | * Или в соответствии с вашим требованием |
Приложение

Что такое станок для профилирования в вертикальном положении?
Вертикальный станок для профилирования рулонов - это тип промышленного оборудования, используемого в металлообрабатывающей промышленности для формирования и профилирования непрерывных металлических полос в желаемые профили. Он обычно используется для производства конструкционных элементов с постоянным поперечным сечением, таких как балки, каналы и панели.
Машина работает путем прохождения металлической полосы через серию регулируемых в вертикальном положении расположенных роликов. Каждый набор роликов разработан для постепенного формирования полосы, изгибая ее в определенный контур. Ролики расположены последовательно, причем каждый набор выполняет определенную операцию по изгибу или формированию. Пока металлическая полоса проходит через машину, она проходит непрерывный процесс формовки до достижения желаемого профиля.
Вертикальные профилегибочные станки известны своей эффективностью, точностью и высокой производительностью. Они способны обрабатывать различные типы металлов, включая сталь, алюминий и нержавеющую сталь, с различной толщиной и шириной. Эти станки широко используются в отраслях, таких как строительство, автомобильная промышленность, авиакосмическая промышленность и производство, где требуются точные и последовательные металлические профили для различных приложений.
Как работает станок для профилирования полок для стеллажей?
Станок для профилирования полки стеллажа - это специализированный тип станка для профилирования, используемый для производства систем полок стеллажей, которые обычно используются для хранения в складах, розничных магазинах и промышленных помещениях. Вот обзор того, как обычно работает станок для профилирования полки стеллажа:
- 1. Загрузка материала: Процесс начинается с загрузки катушки листового металла на раскрутчик, который удерживает катушку и подает ее в машину. Листовой металл обычно изготавливается из стали или алюминия.
- 2. Выпрямление и подача: Затем листовой металл подается через устройство выпрямления, которое удаляет любые катушки или изгибы, обеспечивая плоскую и однородную полосу. Выпрямленная полоса затем направляется в станок для профилирования.
- 3. Прокатка: Прокатный стан состоит из серии станций для прокатки, обычно расположенных в линию. У каждой станции есть набор валков, которые постепенно формируют металлическую полосу в желаемый профиль. Валки точно позиционированы и спроектированы для изгиба и формирования металлической полосы в соответствии с профилем стеллажа. Полоса направляется через станок, при этом каждая станция вносит свой вклад в окончательную форму профиля.
- 4. Резка: Как только достигнута желаемая длина профиля стеллажной полки, активируется механизм резки. Это может быть летающий отрезной, гидравлический ножницы или другой метод резки, который режет сформированный профиль до желаемой длины.
- 5. Стекирование и вывод: Затем обычно профили полок стеллажа укладываются или транспортируются на выходную зону для дальнейшей обработки или упаковки. Машина может включать механизмы стекирования или паллетизации для облегчения эффективной обработки готовых профилей.
Весь процесс обычно автоматизирован, машина управляется компьютеризированной системой, которая точно контролирует скорость, позиционирование и работу роликов и режущего механизма. Эта автоматизация позволяет достигать высоких темпов производства и постоянного качества профилей стеллажей.
Важно отметить, что конкретная операция и особенности станка для производства рулонных полок могут различаться в зависимости от производителя и требований приложения.
Связанные продукты














