
Язык
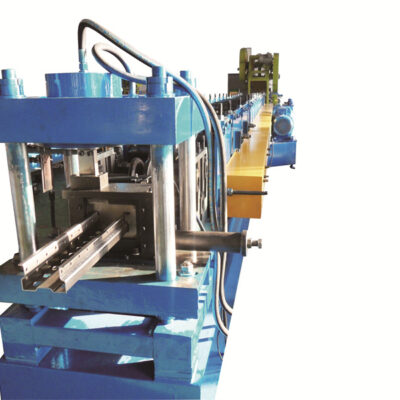
Машина для изготовления коробчатых пластин
Машина для изготовления коробчатых пластин
Feb 06, 2024
Станок для изготовления коробочных пластин - неотъемлемое оборудование для производителей, которым необходимо производить большие партии коробок, ящиков, поддонов и других упаковочных изделий из картона, гофрокартона, пластиковых гофрированных плит, алюминиевых или стальных пластин. В этом руководстве предоставляется полный обзор технологии станка для изготовления коробочных пластин, рабочего процесса, компонентов, поставщиков, цен и многого другого.
Как работает станок для изготовления коробочных пластин?
Рабочий процесс типичного станка для изготовления коробочных пластин включает методику профилирования для преобразования плоских листов в формованные пластины через последовательные гибочные и формовочные станции. Основные процессы:
Подача материала - Листовые материалы загружаются на раскатчик и подаются в машину через автоматические ролики. Используемые материалы включают картон, гофрированные плиты, пластиковые плиты, алюминиевые листы, стальные листы и т. д.
Предварительная резка - Листы могут быть предварительно резаны до необходимой ширины встроенными машинами для нарезки или резки перед формованием.
Механизм формования - Листы проходят через серию станций профилирования, которые приложив давление, постепенно гнут их в желаемые профили пластин с помощью индивидуальных валковых пуансонов. Обычные профили, производимые, - это каналы, углы и сложные структурные формы.
Дизайн и настройка - Машины используют системы САПР и ЧПУ для формирования персонализированных профилей, логотипов, текста, перфораций, пазов, отверстий и т. д. в соответствии с потребностями индивидуального дизайна.
Automated Fabrication - Сформированные профили автоматически сортируются, складываются, упаковываются роботизированными руками и выходными системами, готовые для последующих упаковочных процессов. Современные машины обеспечивают быстрые переключения между дизайнами пластин.
Waste Collection - Избыточные материалы, обрезанные резцами, и оставшиеся части в процессе формирования автоматически собираются и выгружаются в сторону по конвейерам для переработки или утилизации.
Therefore, through coordinated feeding, pre-treatment and multi-stage bending mechanisms box plate fabricators can mass produce protective structural packaging components just-in-time.

Types of Box Plate Making Machines
There are several equipment varieties used which differ in production rate, automation capabilities, theoretical flexibilities and overall technological sophistications:
| Machine Type | Описания |
|---|---|
| Ручные и механические машины | Основное рычажное оборудование с ручной загрузкой/выгрузкой пластин. Низкая точность и производительность. |
| Гидравлические гибочные машины | Лучший контроль силы и хода обеспечивает точное формование. Умеренные темпы производства. Доступны полуавтоматические модели. |
| Пневматические гибочные машины | Использует пневматический цилиндр и клапанное управление для приложения силы на листы. Возможна более высокая степень гибкости движения. |
| Гибочные станки с ЧПУ | Самое передовое компьютерное числовое управление для многозначного движения формующих пуансонов. Интерактивные сенсорные экраны обеспечивают легкость изменения заказов и точное выполнение. |
| Все электрические/серводвигательные машины | Высокоотзывные серводвигатели переменного тока координируют все механические движения. Экономит энергию и обеспечивает наиболее точное позиционирование. |
[Insert Image of Different Types of Box Plate Making Machines]
Подпись: Различные виды гибочных станков для изготовления структурных упаковочных компонентов
Таким образом, в то время как базовые ручные и гидравлические прессы могут быть достаточными для маломасштабных приложений, автоматизированные интегрированные ЧПУ и полностью электрические линии для производства коробок предлагают наивысшую производительность и необходимую для промышленных производителей гибкость в повседневной деятельности.
Основные компоненты станков для изготовления коробок
Хотя существуют вариации дизайна у моделей оборудования для изготовления коробок, основные составляющие элементы, обеспечивающие функциональность формовки, остаются схожими:
| Компонент | Функция |
|---|---|
| Роликовый подающий устройство | Подаёт листовой металл в машину с намотчика/стекла |
| Станции профилегиба | Применяет рассчитанное давление для постепенного изгиба листов в форму |
| Пресс для отрезки пластины | Обрезает сформированные профили до настраиваемой длины |
| Консоль управления ЧПУ | Обеспечивает гибкое программирование заказов и мониторинг на сенсорном экране |
| Система серводвигателя | Обеспечивает координированные движения между компонентами |
| Роботизированный стекловоз | Автоматически складывает готовые изделия для удобного сбора |
| Транспортерные ленты | Транспортирует отходы к сборщику/переработчику |
[Insert Illustrative Diagram Showing Key Parts of a Box Plate Making Machine]
Подпись: Основные компоненты типичного оборудования для изготовления коробочных пластин и их роли
Хотя в более дорогих линиях могут быть интегрированы различные вспомогательные инструменты, такие как петлеватели, выпрямители и зенковщики, вышеуказанные элементы обеспечивают основные функции изготовления универсально.
Процесс работы машин для изготовления коробчатых пластин
Понимание пошагового процесса движения листовых материалов при их превращении в профилированные пластины позволяет оценить методику формования:
1. Загрузка - Стальные, алюминиевые или картонные листы/бобины загружаются на заднюю подающую стойку и равномерно поступают через приводные роли
2. Подача - Листы на складе взаимодействуют с подающими роликами, которые перемещают и направляют их к первому участку формовки
3. Центральное направление - Дополнительные направляющие центрируют полосы точно в соответствии с шириной
4. Резка - Гидравлический привод лезвия для резки выравнивает передний край листа
5. Резка (по желанию) - Заранее установленные пилы для продольной резки разрезают листы вертикально на несколько полос
6. Первое изгибание - Первый набор откалиброванных вертикальных валков начинает первичный изгиб
7. Второе изгибание - Станции последовательного изгиба постепенно формируют металл в 'U' образные каналы через чередующиеся роликовые станции
8. Завершающий изгиб - Последние стойки завершают формирование профиля с небольшими корректировками/сплющиванием
9. Пресс для отрезки - Конечные прессы разрезают готовые изогнутые формы на установленные длины с помощью числового управления
10. Сортировка - Ворота-сепараторы разделяют индивидуальные и складские плиты на назначенные конвейеры
11. Стекер - Роботизированные сборщики собирают и паллетизируют готовые детали для удобной обработки
12. Сбор металлолома – Остаточные обрезки автоматически выбрасываются в контейнеры для переработки
Therefore, through coordinated feeding, multi-stage bending and sorting functionalities box plate making machines can transform raw sheets into finished structural packaging components rapidly.
-
C Section Bracing Omega Storage Rack Upright Post Roll Forming Machine

-
Steel Box Plate Making Roll Forming Machine

-
Box Beam Steel Roll Forming Machine For Shelf Column

-
Pallet Racking Step Beam P Beam Roll Forming Machine

-
Electrical Cabinet Frame Roll Forming Machine

-
Din Rail Roll Forming Machine

-
Shelf / Upright Roll Forming Machine
-
Cable Ladder Roll Forming Machine

-
Станок для профилирования рулонов для крепления солнечных батарей C-образного профиля










Какие материалы могут быть обработаны станками для изготовления коробчатых пластин?
Широкий спектр листовых материалов с подходящими механическими свойствами может быть поэтапно профилирован в профилированные коробчатые пластины:
| Листовой материал | Основные свойства | Типичный диапазон толщин |
|---|---|---|
| Мягкая сталь | Высокая прочность, Долговечность, Возможность повторного использования | 0.5 мм – 2 мм |
| Нержавеющая сталь | Устойчивость к коррозии, Более длительный срок службы | 0.6 мм – 1 мм |
| Алюминиевый металл | Легкий, Прочный, Проводимость | 0.8 мм – 1.5 мм |
| Оцинкованная сталь | Цинковое покрытие, Хорошая устойчивость к погодным условиям | 0.3 мм – 1.2 мм |
| Картонные листы | Легкость, Возможность нанесения печати, Перерабатываемость | 2 мм 7 мм |
| Гофрокартон | Высокая амортизация, жесткость, низкая стоимость | 5 мм 15 мм |
| Пластиковые гофрированные плиты | Устойчивость к воде/влаге, химическая стабильность | 4 мм 10 мм |
[Insert Image Showing Different Materials Being Used in Box Plate Making]
Caption: Wide range of metallic and paper materials can be structurally profiled into box plates
Поэтому сталь и алюминий обеспечивают прочные пластины для переноски тяжелых нагрузок, а бумага/картон подходят для упаковки потребителей. В целом широкая гибкость материалов обеспечивает применимость во всех основных отраслях промышленности.
В каких областях применяются машины для изготовления коробчатых пластин?
Профилированные каналы, углы и специальные пластины, производимые, находят чрезвычайно разнообразное применение в различных секторах:
| Промышленность | Области применения |
|---|---|
| Товары для потребителей | Защитная упаковка для бытовой техники, электроники и т. д. |
| Мебель | Разборные ящики, поддоны |
| Автомобили | Кузов автомобиля/мотоцикла, корпусные компоненты |
| Авиация | Контейнеры для транспортировки аэроструктур |
| Логистика | Стеллажи Dexion, Складские стеллажи, Химические барабаны |
| Инфраструктура | Леса строительные, Опалубка для строительства |
| Сельское хозяйство | Хранилище для зерна, Рамы для теплиц |
[Insert Infographic Map Showing Major Application Sectors of Box Plate Fabrication Equipment]
Подпись: Сформированные коробочные пластины обслуживают широкий спектр применения в основных отраслях промышленности
От нежной электроники до массивных машинных конструкций, правильно спроектированные структурные пластины могут обеспечить надежную и иногда многократно используемую транспортную поддержку. Возможность изготовления на заказ также позволяет узкоспециализированным производителям изготавливать специализированные корпуса внутри предприятия через быструю переконфигурацию.
Как выбрать правильную машину для изготовления пластин для коробок?
Выбор оптимальной линии для производства пластин для коробок зависит от балансировки ключевых факторов производительности:
| Параметры машины | Рассмотрения |
|---|---|
| Скорость производства | Размеры пластин, объемы, целевые сроки |
| Совместимость материалов | Совместимость стали, алюминия, картона |
| Размеры пластин | Максимальные/минимальные ширины, длины для производства |
| Точность рейтинга | Допуски в соответствии с потребностями дизайна |
| Класс автоматизации | Ручные, полу или полностью автоматизированные функции |
| Гибкость настройки | Требуются быстрые изменения дизайна/размеров? |
| Диапазон бюджета | Доступный инвестиционный капитал на оборудование |
Как выбрать правильную машину для изготовления пластин для коробок?
Анализ вышеуказанных технологических факторов по сравнению с бизнес-ожиданиями позволяет подобрать подходящее оборудование. Дополнительные указатели при покупке:
- • Приоритизируйте необходимую функциональность, а не ненужные функции
- • Учитывайте потенциальный рост производства на протяжении 5-10 лет
- • Получайте оборудование напрямую от производителя, а не через посредников
- • Оцените систему послепродажной поддержки и обслуживания
- • Сравните нескольких поставщиков машин для изготовления коробок по параметрам
- • Предпочтение следует отдавать поставщикам с доказанной опытной записью перед новичками
- • Посетите предприятия, чтобы лично проверить качество оборудования перед заказом
Therefore, carefully projecting operational needs and matching with ideal box plate equipment capabilities ensures profitable manufacturing.
Who are the Leading Box Plate Making Machine Manufacturers?
With box pallet fabrication demands growing globally, companies worldwide provide technologically advanced solutions:
| Компания | Страна | Типичный диапазон цен | Максимальная ширина пластины |
|---|---|---|---|
| Машины Rollmech | Индия | $100,000 – $250,000 | 1650 мм |
| Строители машин IMTEK | Турция | $150,000 – $300,000 | 2100 мм |
| Erdal Makina Ltd | Турция | $80,000 – $220,000 | 1800 мм |
| Hebei Linhui Plate Machinery | China | $60,000 – $180,000 | 1300 мм |
| ASHOK IRON WORKS | Индия | $50,000 – $120,000 | 1500 мм |
[Insert Company Logos and Images]
Подпись: Ведущие мировые компании, предоставляющие передовые решения по оборудованию для изготовления коробчатых пластин
Кроме того, многие производители на региональном уровне по всему миру также предлагают экономичные модели, отвечающие местным потребностям.
Сколько стоит машина для изготовления коробчатых пластин?
Затраты на инвестиции зависят от нескольких аспектов, таких как скорость, масштаб, уровень автоматизации и потребности в настройке:
| Факторы, влияющие на стоимость | ||
|---|---|---|
| Класс автоматизации | Ручные и механические машины | $50,000 – $100,000 |
| Гидравлические прессы | $80,000 – $150,000 | |
| CNC сенсорный экран управляется | $150,000 – $350,000 | |
| Максимальная ширина пластины | 1000 мм – 1600 мм | $100,000 – $250,000 |
| 1800 мм – 2200 мм | $200,000 – $350,000 | |
| Скорость производства | 10-30 пластин/мин | $100,000 – $200,000 |
| 40-60 пластин в минуту | $250,000 – $500,000 | |
| Гибкость настройки | Низкая-Средняя | Стандартная базовая цена |
| Высокая гибкость | 50% Премия к цене |
В общем, автоматизированные станки для изготовления коробок с ЧПУ с более широкими объемами производства, большими возможностями обработки деталей и высокой гибкостью переналадки стоят более $300,000. Однако высокая производственная масштабируемость в долгосрочной перспективе окупает премиальную цену.
Установка и ввод в эксплуатацию станков для изготовления коробок
Правильная установка оборудования обеспечивает плавное начало производства:
- • Подготовьте ровное бетонное основание в соответствии с потребностями плана помещения с предусмотренными местами для крепления оборудования
- •Осторожно разгружайте компоненты машины краном/погрузчиком без повреждений
- •Соберите раму, дома, станции в соответствии с руководством, используя правильные инструменты
- •Подключите гидравлические, пневматические и электрические силовые/управляющие кабели
- •Установите защитные ограждения, датчики и вспомогательные инструменты, такие как петлевые устройства
- •Проверьте уровни смазки всех подвижных частей
- •Инициализируйте систему управления машиной и установите рабочие параметры
- •Подавайте тестовые материалы и запускайте испытательные операции по изгибу
- •Точно настройте положение роликов до достижения требуемой точности пластины
- •Интегрируйте конвейеры послеформования при автоматизации трансферов
[Insert Image Showing Factors to Consider During Installation]
Подпись: Систематическая сборка, точное позиционирование и тщательное тестирование обеспечивают плавную наладку машины для изготовления коробок.
Хотя производители могут самостоятельно устанавливать машины меньшей мощности, сложные высокотехнологичные линии настраиваются инженерами поставщика, обеспечивая готовность к эксплуатации с первого дня.
Эксплуатация машин для изготовления коробок.
Несмотря на широкие вариации конфигурации, основная последовательность изготовления остается неизменной:
Предварительная подготовка:
- • Выберите рецепт гибки продукта из библиотеки машин или введите новый с помощью CAD
- • Расположите валковые штампы, режущий пресс в соответствии с дизайном пластины
- • Установите длину подачи, логику сортировки конвейера электронно
- • Загрузите бобины листов, уложите на задний податчик
Производство:
- • Начать цикл для автоматической подачи листов в процесс
- • Отслеживание последовательности формирования через последовательные гибочные стенды
- • Сформированные детали сортируются, складываются с помощью автоматизации на выходе
- • Непрерывная работа до исчерпания запасов сырья
- • Готовая продукция разгружается на поддоны/контейнеры
Post-Operation:
- • Отключение питания, очистка от излишков масел, обрезков материала
- • Очистить остаточные листы, перекрыв ролики вручную
- • Нанесение масел против ржавчины на открытые детали машины
- • Анализ качества пластины, корректировка параметров при необходимости
- • Планирование технического обслуживания на основе использования оборудования
Поэтому полезные подготовительные мероприятия перед началом работы в сочетании с внимательным контролем производства позволяют извлечь оптимальную эффективность.
Обслуживание машин для производства коробок и пластин
Несмотря на прочные конструкции, периодическое обслуживание необходимо для продолжительного срока службы:
| Техническое обслуживание | Частота | Преимущества |
|---|---|---|
| Общая уборка | Ежедневно | Удаление пыли с листов, избыточных масел |
| Проверка подшипников/зубчатых колес | Еженедельно | Выявление признаков износа на ранней стадии |
| Замена гидравлического масла | 6 месяцев | Очистка внутренних загрязнений |
| Смазка подвижных соединений | 3 месяца | Обеспечить плавное движение |
| Калибровка оборудования | Ежегодно | Правильное формирование выравниваний со временем |
| Проверка электрических соединений | Ежегодно | Избегайте неисправностей из-за свободных проводов |
[Insert Image Showing Maintenance Activities Being Carried Out]
Подпись: Систематическая смазка, инспекции, перекалибровки предотвращают неожиданные простои
Следовательно, соблюдение дисциплинированных графиков технического обслуживания через правильное ведение руководства позволяет реализовать полные сроки службы оборудования.
Преимущества машин для изготовления коробочных пластин:
- • Высокие скорости производства до 60 пластин/мин позволяют массовое производство
- • Автоматизированная роботизированная укладка полностью исключает потребность в ручном труде
- • Экономия места на складе благодаря производству индивидуальных пластин по требованию
- • Компьютерный метрический контроль обеспечивает высокую повторяемость в пределах ±0.2 мм
- • Быстрая смена роликов облегчает производство разнообразных заказов
- • Комплексные механизмы безопасности предотвращают опасности на рабочем месте
- • Прочные конструкции, предназначенные для нагрузок тяжелой промышленности 24/7 на протяжении десятилетий
- • Ключевые функциональные модули остаются неизменными для всех размеров оборудования
Ограничения плоскостаночных станков для изготовления коробок:
- • Высокие первоначальные капиталовложения более $100,000
- • Требуются большие производственные помещения для установки оборудования
- • Для работы и обслуживания необходимы квалифицированные кадры
- • Ограниченная гибкость в размерах пластины из-за ограничений роликов
- • Возможности индивидуального изготовления пластин включают дополнительные сложности процесса
- • Значительные потери материала от обрезки краев листа
- • Риск неплановых простоев из-за износа компонентов
Box Plate Machine Failure Analysis, Troubleshooting & Solutions
| Failure Mode | Possible Causes | Fixes |
|---|---|---|
| Uneven Plate Bends | Misaligned Rollers, Improper Gaps | Перекалибровать положения роликов |
| Изношенные поверхности роликов | Заменить стареющие ролики | |
| Избыточный износ деталей | Недостаток смазки | Увеличить частоту смазки |
| Проблемы с подшипниками/шестернями | Проверить и заменить поврежденные детали | |
| Гидравлические утечки | Сломанные уплотнения или шланги | Выявление и устранение утечек |
| Блокировки в клапанах/насосах | Промывка и капитальный ремонт гидравлики | |
| Неточные длинные разрезы | Изношенные пресс-ножи | Переточить или заменить стареющие ножи |
| Неверная логика измерения | Просмотр и настройка параметров машины |
[Вставьте изображения, изображающие общие дефекты и решения]
Подпись: Точная идентификация корневых причин отказов точно направляет соответствующие меры по исправлению
Помимо вышеуказанных исправлений обслуживания, наличие ежегодных сервисных контрактов с поставщиками обеспечивает дополнительную поддержку для устранения неполадок и поставки запасных частей.

Часто задаваемые вопросы
В: Какая толщина листового металла может быть превращена в коробочные пластины?
О: Обычно для стали от 0,5 мм до 2 мм и для алюминиевых материалов от 0,8 мм до 1,5 мм можно профилировать. Установите соответствующие валики для достижения целевой толщины. Снизьте скорость для более толстых листов.
В: Требуется ли станку специальное фундаментное основание?
О: Рекомендуется ровное бетонное покрытие толщиной не менее 200 мм с подходящими крепежными элементами для машины.
В: Можно ли изготавливать коробочные пластины из картонных листов?
О: Да, волновые картонные листы и пластиковые волновые листы толщиной от 2 мм до 15 мм могут постепенно гнуться с использованием давящих валиков в структурные пластины. Однако убедитесь, что клеи выдерживают процесс нагрева.
В: Какое вспомогательное оборудование помогает повысить эффективность производства?
A: Интеграция станций снятия фаски, автоматическое упаковывание ремешков, конвейеры для сортировки плит, системы настройки печати помогают улучшить поток автоматизации.
Q: Какие механизмы безопасности присутствуют?
A: Стандартные функции включают аварийные остановочные кнопки, двуручные переключатели, безопасные коврики, световые завесы, дверные блокировки и защиту от перегрузок.
Q: Какова типичная производственная мощность?
A: Скорости производства варьируются от 10 до 60 плит/мин в зависимости от ширины, толщины и сложности профиля. Автоматические стеклоподъемники с диспенсерами поддонов помогают максимизировать производительность.
Q: Требуется ли для работы на машине квалифицированный персонал?
A: Механические навыки полезны, но современные компьютеризированные модели легко управлять через сенсорные экраны с меню без необходимости особых навыков.


Недавние сообщения

26 октября 2016 года
Самый успешный инженерный подрядчикСвяжитесь с нами, чтобы получить самый новый котировочный лист
Свяжитесь с нами, чтобы получить самый новый котировочный лист. Вы обнаружите, что работаете в настоящем партнерстве, которое приводит к невероятному опыту и лучшему конечному продукту.


Свяжитесь с нами
Информация о продукте
Количество
Единица
Кусок
Поддержка заказа образцов, настройки, оптовые поставки и полная оплата. Если продукт, который вы ищете, не имеет соответствующего индивидуализированного контента, заполните форму ниже, чтобы связаться с нами, и мы ответим как можно скорее.