
Язык
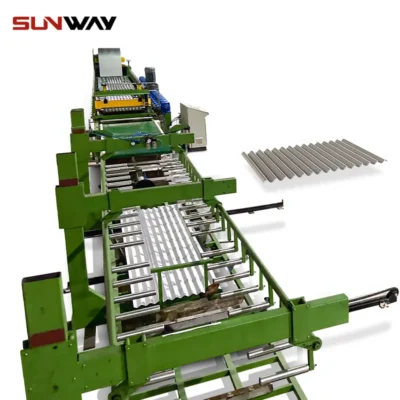
Машина для формования рулонов из ламинированной пенопластовой пленки PE
Машина для формования рулонов из ламинированной пенопластовой пленки PE
Feb 02, 2024
Прокатка позволяет непрерывное, эффективное производство прямых или изогнутых пластиковых профильных сечений путем постепенного изгиба листов через последовательные стойки. Ламинированные профили из полиэтилена (PE) пены, изготовленные с помощью прокатки, находят широкое применение для утепления, амортизации и поглощения ударов в различных отраслях промышленности.
Это руководство предоставляет всесторонний обзор ламинированная машина для формовки рулона из пенополиэтилена возможности, принципы работы, соображения и применения, чтобы помочь потенциальным покупателям принимать оптимальные решения по оборудованию.
Обзор машин для формовки рулонов из ламинированного пенополиэтилена
Прокатные станки формируют пластиковые листы в различные стандартные или настраиваемые поперечные профили для промышленных применений с помощью серии пошаговых гибочных роликовых станций.
Основные характеристики формовщиков рулонов из ламинированной пенопластовой ПЭ-пленки:
- Сырье: Пенопласт PE, ламинированный различными типами листов
- Методы ламинирования: Клей, тепло, ультразвук и т. д.
- Типы профилей: брусчатка, прямоугольник, другие формы теплоизоляции
- Гибкость инструментов: Быстрые переналадки для изменений профиля
- Высокие скорости производства до 80 метров в минуту
- Системы мониторинга и управления продвинутыми процессами
Ламинирование ПЭ пены с другими листами сочетает в себе изоляционные способности с прочностью и поверхностными свойствами, используя только тонкие слои клея. Рулонные ламинаты экономят энергию при использовании, снижая транспортные и инвентарные издержки.

Типы Машины для формования рулонов из ламинированной пенопластовой пленки PE
| Тип машины | Описание |
|---|---|
| Стандартный | Разработан для высокотемпового производства 1-2 профилей |
| Быстрая смена | Несколько наборов инструментов для быстрых вариаций профиля |
| Пользовательский | Специально разработанные вокруг специализированных форм изоляции |
| Автоматическое отключение | Интегрированный блок поперечной пилы |
| Вторичная обработка | Дополнительные модули, такие как пробивка, сверление, печать и т. д. |
Специализированные возможности:
- Многослойная ламинировка
- Сварка после формирования
- Устройства для снятия оберточной пленки
- Системы видения для обнаружения дефектов
- Стекловозы и системы упаковки
Принцип работы ламинированной рулонной формовочной пены из ПЭ
The принцип работы сосредотачивается на изгибе пластиковых листов через серию постепенно расположенных роликовых станций для создания индивидуальных профильных секций.
Шаги:
- Пластиковый ламинированный лист окупается установленной катушкой
- Листовые столы направляют полосу напрямую через машину
- Формирование головок осуществляется путем пошагового изгиба прижимающего лист вокруг формованных роликов
- Отдельная отрезная пила обрезает формированный профиль до необходимой длины
- Выходные конвейеры направляют обрезанные детали для упаковки/отгрузки
Системы расширенного управления процессами, включая ПЛК, ЧМИ и датчики, обеспечивают мониторинг в реальном времени и точное регулирование скорости/натяжения во время производства.
Простая взаимозаменяемость компонентов инструмента, таких как формующие головки, позволяет быстро переключаться между различными профилями ламинированной пены.
Процесс формирования ламинированного рулона из пенополиэтилена
Типичный процесс потока для создания ламинированного профиля из пены включает в себя:
1. Выбор пластикового листа
- Пенопласт из полиэтилена, ламинированный металлическими, пластиковыми, бумажными листами
- Выбор клея для прочности и диапазона температур
2. Подготовка листа
- Очистка, предварительное нагревание, активация поверхности
3. Рулонная ламинировка
- Связывание пены с другими листами между роликовыми кроватями
4. Профилирование листового металла
- Многоступенчатое изгибание в конструктивную форму
5. Вторичная обработка (необязательно)
- Печать, пробивание отверстий, сварка, покрытие
6. Обрезка и обработка продукции
- Резка ламинированных профилей на нужную длину
- Упаковка и упаковка готовых изделий
Контроль качества, проводимый на каждом этапе, обеспечивает последовательность. Отдельные разделы могут быть улучшены с помощью дополнительных возможностей для придания особых свойств.
Рассмотрение конструкции для ламинированных линий формования рулонов из пенополиэтилена
Ключевые аспекты проектирования систем профилегибочного формования ламинированной пенопластовой профильной трубы включают в себя:
Выбор листового материала
Обычные материалы, ламинированные с пенопластом PE:
- Пластиковые листы PP, ABS, PVC
- Сталь, Алюминиевые листы
- Картон, текстиль, отражающие листы
Каждый материал добавляет уникальные структурные, изоляционные или эстетические свойства.
Форма и размер профиля
Общие формованные пенные ламинированные формы:
- U-канал для теплоизоляции
- Прямоугольная труба окружает
- Индивидуальные корпуса, защитные края, угловые элементы
Гибкость инструментов позволяет быстро переходить между формами.
Скорость производства
Более высокие темпы производства через более широкие пластиковые листы или более быстрое движение роликов увеличивают выход.
- Легкая работа: До 20 метров в минуту
- Средней нагрузки: 20-50 метров в минуту
- Heavy duty: Более 50 метров в минуту
Инструменты и станции
- Количество стоек определяется сложностью профиля
- Быстрая смена головок для изменения формы
- Материалы роликов, устойчивые к износу
- Интегрированные системы отопления
Дополнительные возможности
- Ламинирование в линии |
- Печать
- Перфорация
- Пробивка
- Отсечка
- Упаковка
- Проверка зрения
- Связывание
-
Машина для производства гофрированных панелей
-
Станок для производства профнастила из легированной стали

-
Стальной листовой прокатный станок для изготовления коробки

-
Станок для производства рельсов Din Rail

-
Omega Purlin Roll Forming Machine

-
Станок для производства профильных труб CZ Purlin

-
Полностью автоматическая машина для производства профильных С-образных балок с быстрой заменой

-
Станочная линия для формования панелей стоячего шва кровельной обшивки

-
Станок для производства кровельной черепицы

Ключевые компоненты машин для формования рулонов ламинированной пенопластовой пленки PE
| Компонент | Назначение |
|---|---|
| Размотчик | Гладкий лист выплаты |
| Таблицы кормления | Руководство полос в процесс потока |
| Формирование голов | Прогрессивное профильное гнуть |
| Роликовые станции | Формирование голов дома |
| Управление ПЛК | Мониторинг и точность |
| HMI | Ввод и мониторинг параметров |
| Датчики | Сигналы обратной связи для выявления проблем |
| Системы отопления | Помощь в ламинировании |
| Вторичные модули | Дополнительная обработка |
| Таблицы выхода | Поддержка завершенных профилей |
Покупка соображения для ламинированных машин для формовки рулонов из пенополиэтилена
Ключевые факторы при покупке оборудования для профилирования рулонов из ламинированного пенополистирола:
| Параметр | Руководство |
|---|---|
| Тип профилей, необходимых | U-канал, прямоугольный, на заказ |
| Ширина материала | Оптимально для высоких выходных показателей |
| Скорость производства | Сравните стоимость с часовым выходом |
| Тип сырья | Совместимость пенопласта PE и листа |
| Гибкость инструмента | Быстрая производительность смены |
| Климат-контроль | Для постоянных свойств материала |
| Обнаружение дефектов | Визуальный, ультразвуковой, лазерный |
| Вторичная обработка | Метод ламинирования, печать и т. д. |
| Сложность управления | Обратная связь датчика, диагностика и т. д. |
| Данные поставщика | Опыт, экспертиза в производстве |
Оцените варианты от нескольких производителей машин для профилирования ламинированного пенопласта с учетом текущих и будущих бизнес-требований для достижения оптимальной ценности.
Установка машин для формования рулонов из ламинированной пенопластовой пленки PE
Правильная установка оборудования ложится в основу эффективной работы во время массового производства.
Ключевые аспекты:
- Стабильное, ровное основание
- Достаточное пространство для безопасной работы
- Защиты источника питания
- Положения для установки декойлера
- Охрана вокруг подвижных частей
- Доступность панели управления
- Подтвердите выравнивание, сигналы датчика
- Тестовый запуск на низких скоростях
Гарантируйте, что квалифицированные техники занимаются позиционированием, сборкой, пробными запусками и обучением, чтобы предотвратить проблемы в будущем.
Операция линий формования рулонов из ламинированной пенопластовой пленки PE
Следуйте стандартизированным протоколам во время работы с машиной для обеспечения последовательности.
Руководство по безопасности
- Разрешите находиться в рабочей зоне только обученным работникам
- Гарантировать отсутствие экспозиции возле вращающегося инструмента
- Адекватно огородить рабочую зону
- Используйте мандатные перчатки, обувь, очки
Производственный процесс
1. Загрузка материала
- Установите пластиковые + пенные катушки на раскатчики
- Протяните листы через компоненты
2. Установка параметров
- Введите размеры, скорости, температуры
3. Пробный запуск
- Дюйм на более медленном темпе в начале
- Подтвердите обратную связь сигнала
4. Производство
- Запустить с указанным рейтингом
- Монитор для отклонений процесса
- Провести проверку качества
Документирование всех процедур для удобства операторов. Необходим мониторинг в реальном времени для своевременного выявления дефектов.
Обслуживание машин для формования рулонов ламинированной пенопластовой пленки PE
Регулярные профилактические мероприятия поддерживают производительность и минимизируют потери от не запланированного простоя.
| Деятельность | Метод | Частота |
|---|---|---|
| Машинная чистка | Удалите пластиковую пыль и остатки | Ежедневно |
| Проверка датчика | Сравните значения сигнала с эталонами | Еженедельно |
| Смазка маслом | Пополните уровень масла в коробке передач | Ежемесячно |
| Гидравлический осмотр | Проверьте утечки жидкости, состояние труб | Ежемесячно |
| Регулировка натяжения ремня | Используйте напряженный метр, настройте по необходимости | Ежеквартально |
| Роликовое обслуживание | Восстановить или заменить формующие головки | Ежегодно или при необходимости |
| Проверка двигателя | Замените изношенные моторы | По мере необходимости |
| Электробезопасность | Подтвердите изоляцию, защитите цепи | Ежеквартально |
| Калибровка оборудования | Сбросить показатели, допуски | Ежегодно |
Запланируйте деятельность для оптимального использования запланированного времени простоя обслуживания. Ведите журналы обслуживания для анализа повторяющихся проблем.
Выбор производителей ламинированных машин для формовки рулонов из пенополиэтилена
Параметры для выбора поставщиков:
| Рассмотрение | Руководство |
|---|---|
| Ассортимент товаров | Разнообразие типов профилей, производимых |
| Качество машины | Прочность, точность, последовательность |
| Экспертиза в производстве | Навык персонала, техническое оснащение завода |
| Навыки настройки | Гибкость для вариаций профиля |
| Отзывчивость | Скорость обслуживания и поддержки |
| Сертификаты | ISO, CE markings |
| Ценообразование | Конкурентоспособные цены и прозрачность |
| Поддержка после продаж | Установка, обслуживание и т. д. |
Обсудите с коллегами по отрасли рекомендации поставщиков. Оцените также варианты масштабируемости объема производства и помощи после продаж.
Плюсы и минусы Машины для формования рулонов из ламинированной пенопластовой пленки PE
Преимущества
- Высокая производительность с постоянством
- Идеально подходит для длительных производственных циклов
- Настроенные изоляционные ламинатные профили
- Улучшенная прочность благодаря ламинированию
- Преимущества автоматизированного управления процессами
- Требуется ограниченное количество рабочей силы
- Более низкие затраты, чем при литье или обработке
Ограничения
- Высокие первоначальные капиталовложения
- Навык, необходимый для эксплуатации и обслуживания
- Сложность дизайна ограничивает формы профилей
При правильном проектировании и эксплуатации процесс формования листов обеспечивает эффективное, высококачественное производство индивидуальных профилей из ламинированной пены.
Анализ стоимости линий формования рулонов из ламинированной пенопластовой пленки PE
| Оценка машины | Диапазон цен |
|---|---|
| Легкая работа | $45000 to $65000 |
| Средней нагрузки | $65000 to $95000 |
| Тяжелая нагрузка | $95000 to $185000 |
| Вторичные модули обработки | +$5000 за станцию |
Влияние факторов стоимости:
- Скорость производства и ширина емкости
- Тип и сложность инструментов
- Уровень автоматизации и системы управления
- Значение бренда производителя и масштабы производства
- Интеграции дополнительного оборудования
Более высокие инвестиции в оборудование обычно компенсируются экономией на операционных расходах в долгосрочной перспективе.
Применение ламинированных профилей из пенополиэтилена для профилирования рулонных станков
Отрасли, использующие профили из ламинированной пены, полученные прокаткой:
HVAC и строительство:
- Уголок изоляции кожуха
- Уплотнения для окон/дверей
- Лайнеры для воздуховодов и защита краев
Автомобильная промышленность:
- Внутренние панели дверей, крыша, обивка багажника
- Обшивка моторного отсека
- Антивибрационные компоненты
Бытовая техника и товары для потребителей:
- Лайнеры корпусов холодильника/духовки/кондиционера
- Облицовка кромки мебели
- Электроника экранирование
Упаковка:
- Вставки для поглощения ударов
- Изолированные контейнеры
- Защитные накладки на края
Такие профили сочетают в себе изоляцию, шумопоглощение, поглощение ударов с поверхностной прочностью экономично.

Заключение
Ламинированные линии формования рулонов из пенополиэтилена позволяют автоматизировать производство прямых или изогнутых профилей путем изгиба пластиковых листов, усиленных металлическими, пластиковыми или бумажными наружными слоями.
Правильно спроектированные вокруг объема производства, скорости линии, типа/сложности профиля и любых потребностей во вторичной обработке - они постоянно производят высококачественные, настраиваемые ламинированные изоляционные компоненты для отраслей, таких как ОВК, строительство, автомобильная промышленность и т. д.
Тщательный выбор оборудования в сочетании с стандартизированными практиками установки, эксплуатации и обслуживания приводит к хорошему возврату инвестиций за счет экономии сырья, энергоэффективности и минимизации отходов.
Сотрудничество с профессиональными производителями оборудования для профилирования рулонов помогает перевести требования приложения в индивидуальные решения формовки, увеличивая производительность и конкурентоспособность. Использование таких инноваций в производстве и настройках ускоряет разработку улучшенных изоляционных продуктов.
Часто задаваемые вопросы
Q: Какие материалы можно ламинировать с ПЭ пеной для производства рулонов?
A: Пенопласт обеспечивает хорошую совместимость связывания с листами ПП, ПВХ, АБС, акриловыми пластиками, а также алюминием, сталью и даже бумагой или текстилем. Тип клея и параметры процесса требуют настройки для каждой комбинации.
Q: Какие возможности ЧПУ необходимы для профилирования ламинированного профиля?
A: Стандартное ЧПУ с 3 осями для инкрементального изгиба профиля достаточно для большинства конструкций. Сложные формы могут использовать специализированные ЧПУ с 5 осями для оптимального материала и формовки.
Q: Как рассчитать требуемый рейтинг машины для моего масштаба производства?
A: Ширина материала в мм, умноженная на максимальную скорость линии в м/мин, дает выход линейных метров в час. Сравнение этого с текущими и прогнозируемыми требованиями к объему производства позволяет определить потребности в рейтинге оборудования.
Q: Могут ли пенополистирольные листы быть прямо профилированы без ламинирования?
A: Да, но при этом геометрия профиля ограничивается в основном более простыми формами, такими как трубы, из-за гибкости и упругости, требующей большего количества станций для инструментов. Ламинирование обеспечивает структурное укрепление, позволяющее выполнить сложное профилирование проката.
Q: Как сравнивается ламинированный пенополистирол, полученный прокаткой, с экструдированным пенополистиролом по изоляционным свойствам?
A: Пенопласт, выдавленный непосредственно, обычно обеспечивает немного лучшую теплоизоляцию на единицу толщины из-за врожденного расширения материала во время выхода. Но более тонкий ламинированный пенопласт может соответствовать уровням теплоизоляции при более низком общем весе.
Q: Какие регулярные технические обслуживания помогают поддерживать качество ламината, полученного прокаткой?
A: Деятельность, такие как очистка машины, натяжение ремня, смазка, визуальный осмотр, проверка датчиков, калибровка, состояние системы отопления и т. д., являются жизненно важными для бесперебойного производства без колебаний качества.
Q: Можно ли добавить декоративные ламинаты к пенопрофилям с помощью профилирования в рулон?
A: Да, визуальное очарование можно усилить, используя цветные ламинаты или методы постпродакшн, такие как покраска, печать, горячая печать. Даже внедрение проводов, бисера возможно для создания эффектов освещения или нагрева.
Q: Как минимизировать образование брака во время формовки рулонов пенополимера?
A: Отходы неизбежны при стабилизации производства, но их можно сократить с помощью контроля положительного подачи, краевых направляющих, оптического контроля дефектов и точной резки на длину после стабилизации линии.


Недавние сообщения

26 октября 2016 года
Самый успешный инженерный подрядчикСвяжитесь с нами, чтобы получить самый новый котировочный лист
Свяжитесь с нами, чтобы получить самый новый котировочный лист. Вы обнаружите, что работаете в настоящем партнерстве, которое приводит к невероятному опыту и лучшему конечному продукту.


Свяжитесь с нами
Информация о продукте
Количество
Единица
Кусок
Поддержка заказа образцов, настройки, оптовые поставки и полная оплата. Если продукт, который вы ищете, не имеет соответствующего индивидуализированного контента, заполните форму ниже, чтобы связаться с нами, и мы ответим как можно скорее.