
Язык
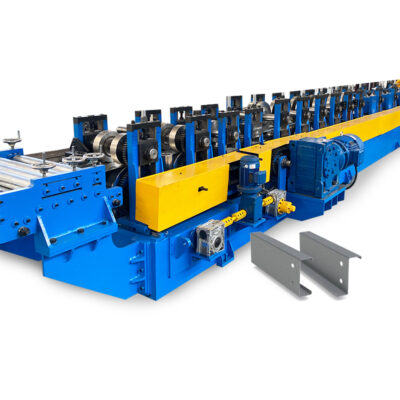
Пробивная машина для производства решетчатых кабельных лотков
Пробивная машина для производства решетчатых кабельных лотков
Feb 02, 2024
A перфорированная машина для производства лотков для кабеля является неотъемлемым оборудованием для производителей кабельных лотков, используемых для поддержки и защиты электрических кабелей, проводов и трубопроводов в различных промышленных установках. В данном руководстве представлен обзор технологии производства перфорированных машин для формовки лотков для кабеля, принципов работы, конструктивных особенностей, возможностей, поставщиков, установки и обслуживания.
Обзор перфорированной машины для производства лотков для кабеля
Перфорированная машина для производства лотков для кабеля использует последовательность вальцов и процедур гибки для непрерывного формования металлических полос в лотки для кабеля с перфорацией с индивидуальными формами. Основные моменты:
- Оборудование для высокообъемного производства кабельных лотков длиной до 12 метров
- Скорость формования до 25 м/мин с приводами на сервоприводе или гидравлическими приводами
- Автоматизированное управление параметрами через ПЛК и сенсорные экраны HMI
- Индивидуальные вальцы для требуемых размеров кабельных лотков и перфорационных узоров
- Дополнительные узлы для пробивки, резки и гибки для изготовления аксессуаров
- Линии порошковой покраски и автоматизированная интеграция упаковки для полного производства

Пробивной станок для производства рулонных кабельных лотков Типы
Существует два основных классификации линий производства пробивных кабельных лотков:
Таблица 1: Типы пробивных станков для производства рулонных кабельных лотков
| Тип | Описание |
|---|---|
| Тип лестницы | Используется для изготовления стандартных кабельных лотков в стиле лестницы с двумя боковыми рейками и поперечными круглыми перекладинами, сваренными на регулярном расстоянии |
| Тип C и Z Purlin | Используется для изготовления кабельных лотков с рельсами типа C или Z, которые соединяют верхние и нижние рельсы для жесткости |
Прокатные кабельные лотки обеспечивают экономичное и настраиваемое решение для разнообразных требований к управлению кабелями в различных отраслях промышленности.
Принцип работы профилировочного станка для производства перфорированных кабельных лотков
Перфорированные профили кабельных лотков создаются путем подачи сырых металлических полос через серию вальцов, которые гнут и формируют полосы в окончательную форму лотка с пробитыми отверстиями.
Рисунок 1: Диаграмма принципа работы профилировочного станка для производства перфорированных кабельных лотков
Основные процессы включают в себя:
- Развивка - Подача металлической катушки, загруженной на развиватель, выпрямляется с помощью валков
- Питание - Подача роликов, оснащенных серводвигателем, равномерно подает полосу
- Пробивка - Начальная пробивочная станция пробивает полосу для поперечных пазов
- Формирование - Последовательные станции формования гнут полосу в окончательную форму лотка
- Резка - Станция резки с вращающимися лезвиями режет сформированные лотки на длину
- Подсчет - Точное устройство подсчета для подсчета длины отрезков
Формовочные станции применяют давление с использованием роликов пирамидальной формы для постепенного изгиба полосы без трещин через 8-12 прогрессивных станций.
Продвинутые машины для производства перфорированных кабельных лотков включают автоматическое намазывание маслом, фрезерование краев, вырезание углов, пробивку и установку аксессуаров, роботизированную сварку и автоматизированные системы упаковки .
Параметры процесса профилирования
Качество готовых кабельных лотков и эффективность производства зависят от оптимизации различных взаимосвязанных параметров в процессе профилирования:
Таблица 2: Параметры процесса профилирования
| Параметр | Роль | Руководство |
|---|---|---|
| Скорость формования | Производственная скорость | 8-25 м/мин в зависимости от толщины |
| Толщина материала | Прочность и грузоподъемность | Листы толщиной 1-3 мм |
| Количество станций | Качество формовки | Для плавного изгиба без трещин требуется 8-12 станций |
| Предварительное пробивание | Избегайте утончения во время формовки | 30-50% пробивка выполняется до формования |
| Размер ролика | Профильная размерная точность | Точно обработанные пирамидальные ролики |
| Смазка | Снижение трения; избегайте износа | Автоматическое смазывание на участках формования и резки |
Машина оснащена панелью HMI для контроля этих параметров в реальном времени для оптимизации производительности.
Конструкция профилирования перфорированных кабельных лотков
Спецификации кабельного лотка относительно размеров, перфорационных узоров, аксессуаров, прочности и нагрузочных характеристик используются для проектирования индивидуальных прокатных матриц и штампов для изготовления профилей.
Рисунок 2 : Основные конструктивные параметры для изготовления перфорированных кабельных лотков
Учитывая международные стандарты по материалам, предельным нагрузкам, классу огнестойкости и применению на море, обеспечивается соответствие прокатных лотков регулятивным требованиям.
Материалы для кабельных лотков
Мягкая сталь и нержавеющая сталь являются распространенными материалами для производства перфорированных кабельных лотков методом холодного проката:
Таблица 3: Материалы для кабельных лотков
| Материал | Характеристики | Применение |
|---|---|---|
| Мягкая сталь | Низкая стоимость; Высокая прочность | Внутренние сухие зоны |
| Нержавеющая сталь | Устойчивость к коррозии | Открытые площадки; Прибрежные районы |
| Алюминий | Легкий вес | Требуется снижение веса |
Оцинкованные или порошково окрашенные полосы обеспечивают дополнительную защиту от коррозии.
-
Стан для производства рулонных жалюзиных ламелей

-
Автоматическая машина для производства сменных сигма-профилей

-
Автоматическая машина для производства сменных C и Z-профилей

-
Автоматическая машина для производства сменных Z-профилей

-
Автоматическая машина для производства сменных C и U-профилей

-
Машина для формования углов стен из легкого каркаса, защитные углы стен

-
Машина для производства уголковых бордюров из легкого каркаса, машина для формования V-образных уголков
-
Полностью автоматическая машина для производства C и Z-профилей, стальной металлический каркас и профильные машины

-
Полностью автоматическая гидравлическая машина с легкой настройкой для производства C-профилей шириной от 80 до 300 мм, профилировочное оборудование
Шаблоны перфорации
Различные формы перфорации, размеры и открытые площади от 30 до 60% используются в кабельных лотках для вентиляции и удобного монтажа аксессуаров.
Овальные, круглые и квадратные отверстия с диагональными пазами и лестничными конструкциями обеспечивают оптимальную поверхность для поддержки кабеля.
Аксессуары и настройки по индивидуальному заказу
- Складные распределительные коробки
- Радиусные выпады
- Коробки для ввода кабеля
- Кронштейны для монтажа
- Болты и гайки для крепления
- Боковые соединительные пластины
- Заземляющие соединения
Изготавливаются методом профилегиба или изготавливаются с использованием отдельных прессов и гибочных станков, интегрированных в линию производства.
Стандарты
Дизайн, грузоподъемность и огнестойкость кабельных лотков должны соответствовать национальным и международным стандартам:
- Системы кабельных лотков и кабельных лестниц IEC 61537
- Рекомендации по установке кабельных лотков NEMA VE-2
- AS/NZS 3013 Электромонтажи - Классификация огнестойкости и механической производительности элементов проводной системы
Возможности станка для производства перфорированных кабельных лотков
Современные линии производства перфорированных кабельных лотков предлагают обширные возможности настройки и автоматизации:
Таблица 4: Возможности станка для производства перфорированных кабельных лотков
| Характеристика | Роль | Параметры |
|---|---|---|
| Скорость формования | Объем производства | До 25 метров в минуту |
| Емкость по длине | Минимальные объемы заказа | До 12-метровых профилей |
| Емкость по толщине | Прочность и грузоподъемность | Толщина 1-3 мм |
| Пробивка отверстий | Вентиляция; Монтаж аксессуаров | 30-60% перфорация |
| Параметры профиля | Габариты | Доступны ширины от 50 до 600 мм |
| Автоматическая смена инструмента | Быстрые переналадки | Смена роликов и пуансонов за 10-20 минут |
| Онлайн изгиб радиуса | Маршрутизация лотков на стеллажах | Радиус изгиба 600-1000 мм |
| Роботизированная сварка | Прочная конструкция лестницы | Автоматизированная поперечная сварка ступеней |
| Поддерживающие линии | Вторичные процессы | Фасонное нарезание углов, изготовление аксессуаров, порошковая покраска, упаковка |
С высокой степенью автоматизации и короткими временами переналадки, линии производства перфорированных кабельных лотков могут быстро настраиваться под новые размеры и шаблоны отверстий.
Пробивной станок для производства рулонных кабельных лотков Поставщики
Более 50 мировых производителей поставляют оборудование для производства профилированных перфорированных кабельных лотков.
Таблица 5: Основные производители оборудования для производства профилированных перфорированных кабельных лотков
| Компания | Местоположение | Контакт |
|---|---|---|
| Cosmap | Италия | sales@cosmap.com |
| FD Machinery | Китай | sales@fdmachine.com |
| EAE | Турция | info@eae.com.tr |
| ITV | Spain | sales@itvrollforming.es |
| Formtek | Taiwan | formtek@gmail.com |
При выборе поставщика убедитесь:
- Машины имеют маркировку CE и соответствуют всем стандартам безопасности
- Компания поставляла аналогичные линии в вашей стране ранее
- Станции формирования могут создавать необходимые размеры кабельного лотка
- Время смены роликов позволяет быструю смену производства
- Локальное послепродажное обслуживание и возможность поставки запасных частей
Диапазон цен
- Основная перфорированная машина для производства кабельного лотка - $150,000 до $250,000
- Полностью автоматизированная линия с производством аксессуаров и упаковкой - $500,000+
Страна происхождения, скорость производства и ширина определяют цены. Получите подробные котировки от отобранных поставщиков по требованиям производства перед заказом линии.
Установка перфорированной машины для производства кабельного лотка
- Проверьте плоскость фундамента с использованием точных инструментов
- Используйте антивибрационные подушки между болтами фундамента
- Держите станции формирования идеально ровными в конфигурации прямой линии с использованием лазеров
- Обеспечьте доступность компрессоров, гидравлических агрегатов и электрических панелей для обслуживания.
- Обеспечьте достаточное рабочее пространство для раскатки сырья и сбора готовой продукции за линией.
Эксплуатация проштампованных машин для производства перфорированных кабельных лотков
- Основной приводной мотор (15-30 кВт) приводит вращающиеся части через валы, шестерни, цепи и приводы переменной скорости
- Вставьте полосы катушек, пропустив через раскатчик, станции формирования, блок резки, следуя указаниям по обработке
- Установите параметры процесса, такие как подача, скорость, длина хода, расход смазки на сенсорном экране
- Запустите операцию в режиме холостого хода, затем переключитесь в автоматический режим, когда формы начнут выходить одинаковыми
- Постоянно собирать сформированные лотки и правильно складывать с помощью оборудования для перемещения
Рисунок 4 : Оператор работает на машине для производства перфорированных кабельных лотков
Меры безопасности
- Убедитесь, что защитные кожухи на месте во время работы
- При работе следует носить защиту для ушей и металлические перчатки
- Регулярно проверяйте машину на утечку масла, свободные электрические соединения, износ цепей, подшипников и шестерен
Обслуживание машины для производства перфорированных кабельных лотков
Таблица 6: График технического обслуживания
| Деятельность | Частота | Метод |
|---|---|---|
| Уборка | Ежедневно | Удаление металлической пыли и утечек масла |
| Смазка | Еженедельно | Смазка подшипников и смазка цепей |
| Проверка | Ежемесячно | Проверка выравнивания, износа формующих роликов и пуансонов |
| Запасные части | Ежегодно | Замена редукторов, цепей, подшипников в зависимости от наработки |
Обучение техников следующим процедурам обслуживания:
- Методы затягивания фундаментных болтов, выравнивания валов
- Снятие роликов и других приспособлений при износе
- Обслуживание электрических соединений и панели управления
- Обслуживание гидравлических и пневматических систем
- Периодическая замена расходных материалов, таких как смазочные масла
Выбор между производителями перфорированных кабельных лотков для производства профнастила
При составлении списка поставщиков сравните следующие аспекты:
Таблица 7: Сравнение поставщиков оборудования для перфорированных кабельных лотков
| Параметр | Оборудование 1 | Оборудование 2 | Оборудование 3 |
|---|---|---|---|
| Скорость формования | 15 м/мин | 20 м/мин | 25 м/мин |
| Ширина профиля | 100-400 мм | 100-600 мм | 50-600 мм |
| Шаблоны отверстий | Круглый; Овальный | Круглый; Слотовый | Все шаблоны |
| Роликовый дизайн | 8 станций | 10 станций | 12 станций |
| Автоматизация | Полуавтоматический | Полностью автоматический | Полностью автоматический |
| Цена | $170,000 | $210,000 | $260,000 |
Машина 3 с самой высокой скоростью, диапазоном профилирования, автоматическими функциями и количеством гибочных станций обеспечивает лучшую ценность для инвестиций, учитывая объемы долгосрочного производства.
Плюсы и минусы перфорированной кабельной лотковой профилегибочной машины
Преимущества
- Высокие темпы производства до 25 м/мин
- Ширина регулируется от 50 мм до 600 мм благодаря быстрой смене роликов
- Формы отверстий и проценты могут быть легко настроены по желанию
- Низкая стоимость инструментов по сравнению с традиционными гибочными прессами
- Высокопрочное бесшовное строение за счет постепенного холодного проката
- Интеграция роботизированной сварки, нарезки, изготовления аксессуаров
Ограничения
- Начальный дизайн формующего ролика требует обширных расчетов и симуляций
- Требуется большое производственное пространство для установки оборудования
- Требуются обученные техники для специализированного обслуживания
- Для полировки и порошковой покраски готовых изделий требуются замковые приспособления
Прокатный стан для производства перфорированных кабельных лотков - вердикт
Прокатный стан для производства перфорированных кабельных лотков обеспечивает эффективное массовое производство рамок лотков с индивидуальными размерами и отверстиями для безопасной прокладки кабелей в различных промышленных установках.
Инвестирование в автоматизированные линии с высокими темпами производства приводит к более быстрому окупаемости из-за растущего мирового спроса на кабельную инфраструктуру в различных секторах. Принятие передовых решений, интегрирующих раскатку сырья и упаковку готовой продукции на протяжении 25-50 метров длины завода, позволяет производителям получить значительное конкурентное преимущество.
Технические контакты между покупателем и производителем оборудования во время завершения проектирования являются важными для оптимизации линии производства, обеспечивающей максимальные рабочие ширины, скорости и отверстия, соответствующие требованиям приложения покупателя.

Часто задаваемые вопросы
В: Какие материалы используются для формовочных валков в стане?
О: Формовочные валки и связанные инструменты изготавливаются из износостойких сплавов, таких как чугун с добавлением нефтяного кокса и горячеобработанная инструментальная сталь для повышения долговечности.
В: Может ли одна машина делать разные размеры перфорированных кабельных лотков?
A: Да, передовые станки для профилирования позволяют автоматически изменять настройки в течение 15-20 минут для формирования нескольких ширин и отверстий.
Q: Какие дефекты могут возникнуть в перфорированных кабельных лотках?
A: Волнистость по бокам, угловые трещины, неравномерные размеры отверстий, отклонения размеров за пределами допустимого диапазона, возникающие из-за плохого обслуживания и изношенных подшипниковых роликов.
Q: Могут ли быть изготовлены специальные кабельные лотки?
A: Да, возможны индивидуальные профили, такие как горизонтальные S-образные формы для увеличения прочности и эстетичности кабельных лотков с помощью индивидуального инструмента.
Q: Как рассчитать потребности в энергии и сырье для машины?
A: Основываясь на параметрах, таких как целевая производительность, тип материала, качество, толщина и размеры продукта, техники могут определить требуемую мощность и количество материала на катушке.


Недавние сообщения

26 октября 2016 года
Самый успешный инженерный подрядчикСвяжитесь с нами, чтобы получить самый новый котировочный лист
Свяжитесь с нами, чтобы получить самый новый котировочный лист. Вы обнаружите, что работаете в настоящем партнерстве, которое приводит к невероятному опыту и лучшему конечному продукту.


Свяжитесь с нами
Информация о продукте
Количество
Единица
Кусок
Поддержка заказа образцов, настройки, оптовые поставки и полная оплата. Если продукт, который вы ищете, не имеет соответствующего индивидуализированного контента, заполните форму ниже, чтобы связаться с нами, и мы ответим как можно скорее.