
Язык
Машина для формовки стоек и направляющих
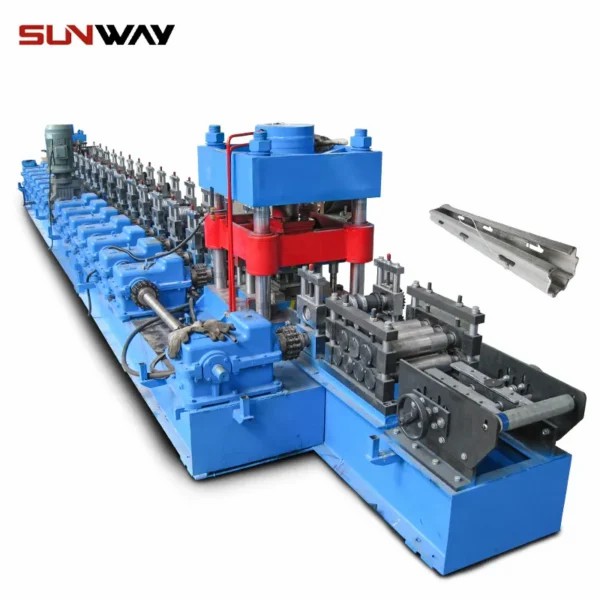
Машина для формовки стоек и направляющих
Feb 06, 2024
Станок для формовки стоек и направляющих - инновационная технология, используемая для формирования различных профилей стоек и направляющих из металлических рулонов. Это универсальное оборудование стало неотъемлемым для отраслей профилирования, обслуживающих строительство и инженерные сектора.
Обзор
Станок для формовки стоек и направляющих, также известный как профилегиб, эффективно формирует стойки и направляющие в различных спецификациях из металлических листов в рулонах.
- Функции компьютеризированной линейной производственной способности, формирование сложных ребристых профилей
- Используется для производства холоднокатаных стоек, направляющих, каналов и индивидуальных профилей
- Растущее принятие в строительной отрасли для формирования конструктивных элементов каркаса
- Отвечает на высокий спрос на холоднокатаные стальные конструкции и перегородки из гипсокартона

Принцип работы
Профилегиб для стоек и направляющих работает путем прохождения металлических полос из рулонов через серию последовательных наборов вальцов. Прокатные стенды постепенно формируют полосы в заданные профили с ребрами/желобками путем изгиба.
- Подача полос: Полосы из рулонов подаются через декойлер и направляются в производственные стенды
- Формирование: Вальцы непрерывно формируют полосы постепенно по мере их прохождения через последовательные стенды
- Летающий отсечка: Режущие ножи отсекают сформированные профили до указанных длин
- Сложенный вывод: Длины сформированных стоек и направляющих складываются на выходе для сбора
Типичный профилегиб для стоек и направляющих имеет 10-16 наборов вальцов для создания окончательной формы профиля. Количество стендов определяет сложность профилей, производимых.
Типы станков для формовки стоек и направляющих
| Тип | Описание |
|---|---|
| Стандартный | Самая распространенная модель с 10-12 производственными стендами, производящая общие профили |
| Высокоскоростной | Продвинутая модель с 16-20 стойками для высоких темпов производства |
| Индивидуальный | Индивидуальный профилегиб для конкретных профилей по дизайну клиента |
Система подачи материала
Механизм раскатки подает металлические полосы из бобин в секцию формования:
- • Загрузка бобины: помогает загружать тяжелые бобины на расширяющийся мандриль, чтобы удерживать их надежно
- • Раскатка: плавно разматывает металлическую полосу с внешнего диаметра бобины
- • Наведение: направляет полосу через входные направляющие на первые стойки формования
- • Контроль натяжения: поддерживает оптимальное натяжение для облегчения равномерной подачи
Секция формования
Многостоечная секция профилирования превращает полосы в стойки и направляющие:
- • Прогрессивные штампы: каждая стойка имеет верхние и нижние ролики с профильными желобами
- • Гибка: ролики постепенно гнут полосу, чтобы создать ребра и стенки
- • Конструкция роликов: сложные профили требуют больше стоек для тонкой настройки, чтобы избежать дефектов
- • Материал роликов: закаленные стальные/сплавные ролики обладают долговечностью для длительных запусков
-
Машина для формования концевого терминала автозабора

-
Машина для профилирования U/C-столбов автозабора

-
2-волновая машина для профилирования автозабора

-
3-волновая машина для профилирования автозабора

-
Станок для производства профилей для виноградников
-
Автоматический станок для производства сменных сигма-профилей

-
Автоматический станок для производства сменных C Z-профилей

-
Автоматический станок для производства сменных Z-профилей

-
Автоматический станок для производства сменных C U-профилей










Блок отрезки
Механизм отрезки обеспечивает точное резание непрерывно формируемых профилей:
- • Отрезка на лету: Вращающиеся пилы разрезают движущийся профиль на высоких скоростях
- • Контроль длины: Режет профили до установленной длины в соответствии с требованиями клиента
- • Допуск по длине: Обеспечивает жесткие допуски по длине до +/- 0,5 мм
- • Стековый вывод: Резанные длины плавно выпускаются для автоматической укладки
Технические характеристики
| Параметр | Диапазон |
|---|---|
| Скорость производства | 10 – 25 м/мин |
| Стойки для формовки | 10 – 20 стоек |
| Потребление энергии | 15 – 30 кВт |
| Время замены рулона | 10 - 15 минут |
| Диапазон внутреннего диаметра катушки | 500 - 1500 мм |
| Диапазон внешнего диаметра катушки | 1000 - 2500 мм |
| Ширина полосы | 50 - 200 мм |
| Толщина полосы | 0.5 - 2 мм |
| Высота штифта | 50 - 300 мм |
Дизайн и настройка
Станки для производства штифтов и направляющих могут быть настроены в соответствии с требованиями приложения:
- • Профильные чертежи: Утвержденные клиентом 2D/3D модели профилей
- • Конструкция роликов: Формовочные ролики с гравировкой на основе окончательной формы профиля
- • Макет оборудования: Индивидуальная компоновка для размещения на производственном участке
- • Система управления: Сенсорный ЖК-дисплей и оптимизированная автоматизация
- • Ввод в эксплуатацию: Установка на месте, пробные запуски и обучение операторов
Промышленные применения
Машины для формовки стоек и направляющих имеют широкое применение в различных отраслях, таких как:
- - Строительство - Каркас гипсокартонных конструкций, кровельные работы, облицовка, перегородочные конструкции
- - Инфраструктура - Строительные каркасы, стропила, солнечное крепление, дренажные каналы
- - Инжиниринг - Стеллажи, краны и машинные конструкции, сараи для сельского хозяйства
- - Автомобильная промышленность - Кронштейны, опоры, прицепы, стеллажи для хранения
Они обеспечивают эффективное массовое производство холоднодеформированных стоек и направляющих для потребностей в строительной инженерии.
Выбор надежного поставщика профилей стоек и направляющих
Вот некоторые советы по выбору надежного производителя машин для профилирования стоек и направляющих:
- - Технологическая экспертиза: Продвинутые знания в области профилирования и производственные возможности
- - Портфолио машин: Разнообразный ассортимент специализированного оборудования для профилирования
- - Возможности проектирования: Внутренняя инженерия для проектирования инструментов в соответствии с индивидуальными профилями
- - Качество и тестирование: Строгий контроль качества формируемых профилей с использованием измерительных приборов
- - Сертификации: Продукция, сертифицированная по ISO 9001 и CE, соответствующая нормам безопасности
- - Опыт работы: Подтвержденный опыт работы с ведущими компаниями
- - Клиенты: Репутационная клиентская база из целевых отраслей промышленности
- - Поддержка сервиса: Своевременная послепродажная поддержка клиентов в различных регионах
Тщательная оценка поставщика обеспечивает получение профиля стоек и направляющих, отвечающего требованиям качества и производительности.
Ценообразование
Новая машина для профилирования стоек и направляющих обычно стоит от $7,500 до $15,000 в зависимости от:
- - Тип: Стандартный, высокоскоростной или на заказ
- • Уровень автоматизации
- • Выход производства
- • Часы работы
- • Дополнительные приспособления для отделки
- • Место покупки
| Параметр | Фактор стоимости |
|---|---|
| Стойки для формовки | Увеличение количества стоек увеличивает цену |
| Скорость и производительность | Продвинутые модели стоят дороже |
| Материалы для рулонов | Закаленные валки стоят дополнительно |
| Автоматизация | Полная автоматизация имеет более высокую цену |
| Инструмент | Индивидуальное формовочное оборудование для рулонов включает дополнительные расходы |
| Местоположение | Налоги и доставка влияют на итоговую стоимость |
Преимущества машин для формования стоек и направляющих
Машины для формования стоек и направляющих предлагают превосходные преимущества по сравнению с другими производственными процессами:
- • Большие объемы производства : Более 10-25 метров в минуту
- • Экономичность : Экономично для массового производства
- • Экономия материалов : Оптимизированное использование материалов
- • Гибкость : Возможность производства разнообразных профилей
- • Точность : Постоянные и толерантные размеры
- • Легкость : Холодноформованные сечения высокой прочности
- • Индивидуализация : Возможность создания профилей по требованию клиента
Эти универсальные машины позволяют компаниям прибыльно удовлетворять растущий спрос на рынке.
Ограничения станков для формовки штапельных и направляющих профилей
Однако у станков для формовки штапельных и направляющих профилей также есть определенные ограничения:
- • Начальные инвестиции : Существенные начальные затраты на покупку оборудования
- • Требование к месту : Габаритное оборудование, требующее достаточного пространства
- • Опытная операция : Требуется обученный персонал для лучшей производительности
- • Обслуживание роликов : Регулярное шлифование/закаливание роликов для однородности
- • Основные средства : Нецелесообразно для очень низких объемов производства
- • Прочность : Ограничения в прочности заготовки и толщине
- • Вторичные операции : Для обработки или сверления отверстий требуются другие инструменты
При оптимизированных процессах можно уменьшить недостатки, но они остаются неотъемлемыми для технологии.
Установка и ввод в эксплуатацию
Специализированные инженеры берут на себя монтаж и ввод в эксплуатацию на месте:
- • Сборка и позиционирование: Собрать машину на цеховом этаже и закрепить ее болтами
- • Выравнивание и засыпка грунтом: Точная настройка уровня на фундаменте с использованием засыпки грунтом
- • Электрика: Подключение электропитания к пульту управления из исходных панелей
- • Пневматика: Подключение воздушного компрессора для активации движений цилиндра
- • Испытательные запуски: Начальные испытания с использованием имитационных катушек для настройки работы
- • Финальное выравнивание: Оптимизация геометрии машины для плавной работы
- • Обучение персонала: Проведение обучения по эксплуатации и обслуживанию
Они обеспечивают оптимальное время работы благодаря опытной настройке машин и демонстрациям.
Операция
Обученные операторы выполняют функционирование станка для производства штифтов и направляющих:
- • Средства защиты: Носите защитные перчатки, очки и безопасную обувь
- • Загрузка катушек: Поместите катуши сырья на вал раскатчика
- • Наведение: Пропустите конец полосы через направляющие ролики в первый станок
- • Ввод параметров: Введите размеры профиля в контроллер машины
- • Настройка скорости: Определите оптимальное количество оборотов в минуту и выходную скорость
- • Автоматическая работа: Формирование автоматически продолжается после запуска
- • Мониторинг: Наблюдайте за качеством формирования и сборкой готовой продукции
- • Периодическое смазывание: Смазывайте подвижные компоненты, чтобы уменьшить износ
- • Проверка качества: Подтверждайте размеры, используя измерительные приборы случайным образом
Хорошие практики эксплуатации максимизируют производственные показатели и качество конечного продукта.
Обслуживание
Запланированные обслуживающие мероприятия обеспечивают высокую эффективность работы:
- • Чистка: Удалите металлическую пыль/чешуйки, прилипшие к сборкам
- • Инспекция: Периодически проверяйте повреждения роликов или износ деталей
- • Смазка: Смазывайте все подвижные соединения маслом/смазкой через определенные интервалы
- • Чистка фильтра: Очищайте чаши воздушного фильтра для поддержания качества воздуха
- • Шлифовка роликов: Восстанавливайте профили формирующих роликов до первоначальных
- • Гидравлика: Проверьте цилиндры, клапаны и шланги
- • Аппаратура: Затяните любые свободные гайки/болты на стойках
- • Запасные части: Наличие

FAQ
Q: Какие материалы могут быть преобразованы в шпильки и направляющие с помощью этих машин?
A: Обычные материалы включают низкоуглеродистую сталь, нержавеющую сталь и оцинкованные железные катушки. Другие формируемые металлы - алюминий и медь. Мягкая сталь является наиболее широко используемым материалом.
Q: К каким строительным стандартам соответствуют профили?
A: Формируемые шпильки и направляющие обычно соответствуют международным спецификациям, таким как AISI, EN, BS, AS/NZS и т. д. Они соответствуют установленным стандартам прочности и надежности конструкции.
Q: Как выбрать правильные секции шпилек и направляющих для применения?
A: Учитывайте грузоподъемность, пролет, толщину металла, необходимую стойкость к коррозии. Высоты варьируются от 50 мм до 300 мм. Для специальных применений возможны индивидуальные профили.
Q: Какое обслуживание важно для профилегибочных станков для шпилек и направляющих?
A: Регулярное шлифование роликов для восстановления точности формования, проверка гидравлической системы и смазка компонентов являются наиболее важными. Это оптимизирует качество и время работы.
Q: Какие аспекты безопасности необходимо контролировать во время работы?
A: Ключевые области - защита машины, аварийные выключатели, безопасная обработка катушек, обучение сотрудников и средства защиты. Датчики безопасности помогают минимизировать риски.
Q: Какие типичные дефекты в профилированных шпильках и направляющих?
A: Типичные дефекты - кручение, изгиб, расширение, заусенцы и размерные отклонения за пределами допустимых пределов. Они усиливаются при длительной работе на производстве.
Q: Как устранить проблемы с качеством формования шпилек и направляющих?
A: Проверьте выравнивание подачи, повреждения роликов, гидравлическое давление, точность резки в соответствии с руководствами по качеству. Обратитесь за поддержкой экспертов, если не удается диагностировать проблемы.
Q: Какие современные функции внедряются в новые машины?
A: Некоторые новые достижения - индивидуальные программы проектирования роликов, умное управление процессом формования, автоматические стеклоподъемники и интегрированная резка/подсчет упаковки для полной автоматизации.


Недавние сообщения

26 октября 2016 года
Самый успешный инженерный подрядчикСвяжитесь с нами, чтобы получить самый новый котировочный лист
Свяжитесь с нами, чтобы получить самый новый котировочный лист. Вы обнаружите, что работаете в настоящем партнерстве, которое приводит к невероятному опыту и лучшему конечному продукту.


Свяжитесь с нами
Информация о продукте
Количество
Единица
Кусок
Поддержка заказа образцов, настройки, оптовые поставки и полная оплата. Если продукт, который вы ищете, не имеет соответствующего индивидуализированного контента, заполните форму ниже, чтобы связаться с нами, и мы ответим как можно скорее.