
Язык
Производитель станка для производства стропильных балок
Производитель станка для производства стропильных балок
Feb 06, 2024
Машины для производства стропильных брусков являются неотъемлемым оборудованием для заводов, производящих стропильные балки для кровли и облицовки стен. Этот подробный руководство предоставляет подробную информацию о производителях станков для профилирования стропил, рабочем процессе, типах станков, требованиях к сырью, производственной мощности, вариантах настройки, установке, процедурах эксплуатации и обслуживания, анализе затрат и советах по выбору лучшего поставщика.
Обзор станков для производства профильных труб
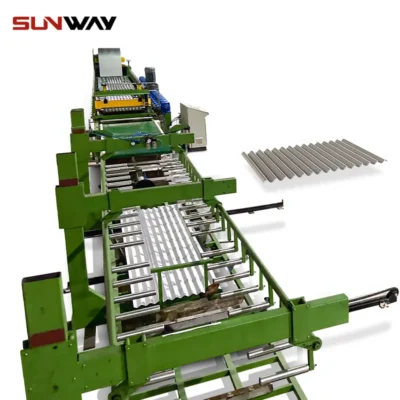
Станок для производства стропильных балок используется для непрерывного изгиба и формирования металлических рулонов в индивидуальные профили стропил в соответствии с требуемыми размерами и формой. Стропила служат вторичными элементами поддержки кровли, которые устанавливаются на основные конструкции. Они широко используются в промышленном, коммерческом и жилом строительстве.
Необходим сырьевой материал - металлические катушки, обычно оцинкованная сталь, гальвалюминиевая сталь или алюминий. Металлическая полоса проходит через серию вальцовочных матриц для формирования ее в стропильные балки формы C, Z или сигма с желаемыми размерными и конструктивными свойствами.
Линии для производства сложных профилей профильных балок могут создавать индивидуальные профили, наносить логотипы, резать по длине, автоматически складывать и упаковывать готовые профильные балки для удобной доставки.
Преимущества использования профилегибов для пурлина
- Непрерывное, высокоскоростное производство до 100 метров в минуту
- Согласованные и однородные профили, обеспечивающие структурную целостность
- Эффективность по себестоимости по сравнению с другими производственными процессами
- Гибкая производство с быстрыми переналадками штампов
- Настройка профилей для потребностей в прочности и эстетике
- Сниженная потребность в рабочей силе благодаря автоматизированным функциям
Основные компоненты линий производства строительных профилей
Основные разделы в линии производства стропильных балок:
- Установка размотки: Поворачивает катушку для плавной и контролируемой подачи полосы
- Feeding Rack: Транспортирует полосу через машину со установленной скоростью
- Станции формирования: Изгибайте полосу постепенно, используя валиковые матрицы
- Гидравлическая система: Накладывает давление для точного формования
- Устройство отключения: Обрезает профили до желаемой длины
- Стопкающая установка: Собирает резанные стропила и аккуратно складывает

Типы машин для производства стропильных балок
| Тип | Описание |
|---|---|
| Ручная машина для профилей | Базовый профилегиб с ручным управлением и без автоматизации |
| Автоматическая линия профилегиба | Функция автоматической размотки, подачи, резки, складывания для минимизации ручной обработки |
| Всеэлектрический профильный вальцовщик | Полностью работает на электродвигателях и приводах для точного управления |
| CNC Purlin Roller | Числовое управление компьютером для изменения профиля по требованию |
| Высокоскоростная машина для производства стропильных элементов | Производит до 100 метров стропил в минуту |
Процесс работы Станки для производства стропильных балок
Полный производственный процесс на современной высокоскоростной линии производства профильных труб обычно следует шагам, показанным ниже:
1. Размотка
Машина для размотки полосы удерживает металлическую катушку и вращает ее, чтобы развернуть и выпрямить полосу. Размотчик подает полосу в профилегиб на постоянной скорости и натяжении.
**2. Формирование **
Металлическая полоса подается через серию прогрессивных вальцовочных станций - каждая с верхним и нижним формующим вальцовым пуансоном, изготовленным по профильным характеристикам. Проходя через каждую станцию, геометрия полосы постепенно изгибается в конечную форму стропила.
3. Гидравлическое прессование
Специальные гидравлические цилиндры обеспечивают давление вниз на валковые матрицы для точного соблюдения размеров и тонкой детализации профиля стропильной балки. Гидравлическая система контролирует точность процесса формования.
4. Резка
После того как полный профиль стропила сформирован, отрезной пресс разрезает стропила на установленную длину путем пробивки или пиления. Длина обычно может варьироваться от 2 метров до 12 метров.
5. Подсчет
Датчики считают количество отрезанных поперечин по мере их выхода из линии. Это позволяет машине контролировать скорость производства и общее количество.
6. Связывание
Специально разработанная узловая единица аккуратно укладывает до 5 стропил вместе
в пучок для удобной обработки и транспортировки. Стропировка также может быть интегрирована.
7. Штамповка
При необходимости устройство для струйной печати может наносить логотипы, номера деталей, размерные данные и другую информацию о продукте на стропила.
8. Упаковка
Стол для укладки укладывает пакеты резаных стропил на поддоны или паллеты для отправки клиентам. Это автоматизирует весь процесс упаковки после формования.
Требования к сырью
Основным сырьем, необходимым для процесса прокатки стропильных балок, являются металлические полосы и катушки. Наиболее часто используется оцинкованная сталь. Для специализированных применений также возможны другие материалы, такие как гальвалюминевая сталь и алюминий.
Параметры полосы ключей:
- Толщина – Обычно от 0,7 мм до 3,0 мм
- Ширина – До 1250 мм поддерживаемые катушки
- Поверхность – Горяче оцинкованный, окрашенный, предварительно покрашенный и т. д.
Рекомендуется использовать сталь высокого качества с постоянной толщиной, правильными обработками поверхности и определенными механическими свойствами для достижения лучших результатов производства.
Производственная мощность профилегибочных станков
Производительность линии профилегибочного стана зависит от:
- Скорость линии (метры в минуту)
- Время работы в день
- Желаемая длина стропильной балки
- Время для замены катушки
Оценка выходной скорости
Например, линия со скоростью 100 метров в минуту, работающая 16 часов в день, на 6-метровых стропилах может производить:
100 м/мин x 60 мин/ч x 16 ч = 96 000 метров в день
На длине 6 м = 16 000 стропил в день
Таким образом, высокоскоростные профилегибочные станки могут производить более 5000-6000 тонн ежегодно в зависимости от длины.
-
Машина для производства гофрированных панелей
-
Станок для производства профнастила из легированной стали

-
Стальной листовой прокатный станок для изготовления коробчатых пластин

-
Электрическая шкаф-рама для производства профнастила

-
Станок для профилирования рельса DIN

-
Omega Purlin Roll Forming Machine

-
Станок для производства профильных балок CZ

-
Полностью автоматическая машина для производства профиля C с быстрой сменой

-
Станочная линия для формовки панелей стоячего шва кровельной обшивки

Функции настройки
Современные станы для производства стропильных балок предлагают широкие возможности настройки для производства специальных стропил:
Опции профиля
- C или Z или сечение сигма
- Глубина и ширина по потребностям
- Толщина 0,7 мм до 2,0 мм
- Пользовательские детали гребня и долины
Специальные формы
- Выполнить тиснение логотипа или узоров
- Отверстия для подключения
- Смещенные и стоячие швы
- Вертикальные жесткости
Диапазон размеров
- Толщина до 3 мм
- Ширина до 1250 мм
- Длина от 2 м до 14 м
- Специальные углы и конусы
Материалы
- Оцинкованная сталь
- Сталь Гальвалюм
- Алюминий
- Цветной оцинкованный металл
Вторичные операции
- Печать струйным принтером на стропилах
- Резка и пробивка
- Упаковка и упаковка
Производители станков для производства стропильных балок
В Китае, Индии и западных странах существует много производителей, специализирующихся на высококачественном оборудовании для производства профильных труб. Вот лучшие экспортеры:
| Компания | Местоположение | Ассортимент товаров |
|---|---|---|
| Пекинская Hi-Lite Machinery | Китай | Ручные, автоматические, высокоскоростные линии |
| Машины Rollmech | Индия | Настроенные заводы для производства стропильных балок и настила |
| Gasparini SpA | Италия | Линии точной прокатки с ЧПУ управлением |
| Метформин | США | Американские инновационные профильные валики |
| Машины DAHILI | Тайвань | Доступные небольшие и средние системы |
При выборе поставщика необходимо оценить технические возможности, качество производства, гибкость настройки, сервисную поддержку и коммерческие условия, такие как ценообразование и доставка.
Установка линий прокатки стропильных балок
Правильная установка важна для плавной работы системы профилегиба. Вот основные требования:
Сайт
- Покрытый сарай с бетонным полом
- Минимальная площадь 1200 кв. футов для линии
- Правильное освещение и вентиляция
- Доступ к источнику питания
Позиционирование оборудования
- Линия должна быть полностью закреплена
- Размотчик расположен для удобной загрузки
- Формирование уровня и выравнивание разделов
- Пресс для отрезки закреплен на месте
- Таблица выхода на уровне талии
Ввод в эксплуатацию
- Проверены электрические соединения
- Остановки в аварийных ситуациях и проверка безопасности
- Гидравлический насос проверен
- Проведены и подтверждены пробные запуски
Проверьте, что все анкерные болты, подшипники, шестерни точно вступают во взаимодействие в соответствии с руководством производителя во время пуско-наладочных работ.
Работа станков для производства строительных профилей
Прокатные станы для производства стропильных балок предназначены для безопасной и удобной эксплуатации по следующим режимам:
Электрическая панель управления
Панель оснащена пускателями двигателя, аварийной остановкой, индикаторами системы для управления производством на основе джойстика.
Автоматический режим
В автоматическом режиме весь процесс прокатки от подачи до резки и упаковки выполняется последовательно по логике управления на основе датчиков. Оператор вводит размеры продукта.
Ручной режим
Отдельные секции, такие как раскатчик, станции формовки, пресс для отрезки, могут быть независимо управляемы для настройки, обслуживания или испытаний.
Функции безопасности
- Кнопки аварийной остановки
- Цепи аварийной остановки
- Маркеры и баррикады
- Предупреждающие сигналы и огни
Операция должна всегда соответствовать стандартным рекомендациям согласно руководству по эксплуатации оборудования от производителя стропильной машины.
Обслуживание линий профилегиба планок
Для максимизации времени работы и эффективности производства, станки для производства стропильных балок нуждаются в систематическом плановом техническом обслуживании, описанном ниже:
Ежедневные проверки
- Проверьте ролики, стрипперы на износ
- Проверьте уровень гидравлического масла
- Проверьте показания электрической панели
- Тестирование функции аварийной остановки
Еженедельные проверки
- Чистые масляные фильтры и радиаторы
- Затяните болты, гайки, зажимы
- Изучите натяжение ремня и шестерни
- Нанесите смазку на подшипники
- Настройка выравнивания роликов
Ежеквартальные проверки
- Тщательная уборка линии от мусора
- Проверка износа втулки катушки
- Проверьте и покройте трансмиссионные цепи
- Промывка гидравлических систем
- Замена масла в коробке передач
Годовые графики технического обслуживания также должны внимательно изучать основание всей линии, калибровку датчиков, обновления программного обеспечения управления.
Анализ стоимости производства профильных валковых станов
Экономика, определяющая доступность и окупаемость инвестиций в производство профильных машин для профилей, включает в себя:
Ключевые факторы стоимости
- Цена оборудования – $35,000 to $250,000 per line
- Настройка расходов – Приблизительно 15-20% от стоимости машины
- Сырье – Входные данные о стали в виде рулона на основе тарифа за тонну
- Утилиты – Потребление энергии плюс резервные копии
- Расходные материалы – Смазочные материалы, фильтры, запчасти и аксессуары
- Трудовые ресурсы – Квалифицированный труд для эффективного функционирования
Сбережения и доходы
- Непрерывная обработка - Высокая скорость и надежность максимизируют производительность по сравнению с ручными методами
- Профили качества – Превосходная формовка создает гладкие и прочные стропила, соответствующие стандартам сертификации.
- Снижение трудовых затрат – Автоматическое кормление, складирование и упаковка существенно снижают ручные усилия.
- Идеально для кровельщиков – Обеспечивает быструю поставку индивидуальных стропил для строительных проектов
Примерный срок окупаемости составляет 1-2 года для доступных линий производства строительных профилей. Точные станки с ЧПУ могут занимать больше времени на окупаемость, но обеспечивают более высокую точность.
Выбор лучшего Станок для производства стропильных балок Производитель
Критерии выбора для обеспечения закупки высокопроизводительного оборудования для производства стропильных балок:
Технические факторы
- Проверенный дизайн и инжиниринг – Специализация на создании современных профильно-гибочных станков для производства строительных конструкций
- Качество сборки – Использование премиальных компонентов, таких как моторы, приводы для надежности
- Производственный выпуск – Скорость, эффективность и точность метрик
- Диапазон настройки – Возможность производства точных профилей стропильных балок
- Функции автоматизации – Необходим для снижения человеческих усилий
Факторы коммерческой деятельности
- Ценообразование – Конкурентоспособные капитальные и операционные затраты благодаря оптимизации технологий
- Условия оплаты – Гибкие рассрочки, варианты LC, TT
- График поставок – Быстрое производство и отправка
- Служба поддержки – Минимальные простои благодаря обучению, поставке запчастей, модернизациям
Проверка вышеперечисленных параметров через проверку ссылок позволяет выбрать компанию, производящую профнастил, соответствующую потребностям приложения и бюджету.

Часто задаваемые вопросы
Q: Какая толщина стропил может быть сформирована?
A: Стандартные машины могут обрабатывать материалы толщиной до 3 мм. Для полос толщиной 4 мм доступны специальные линии с увеличенной грузоподъемностью.
Q: Какова типичная производственная мощность этих машин?
A: Скорости до 100 метров в минуту возможны. Выход зависит от параметров, таких как время работы, длина и состав продукции.
Q: Могут ли профили Z, C и Sigma быть изготовлены на одной и той же машине?
A: Да, благодаря быстрой смене штампов, различные профильные формы могут легко формироваться, поскольку большинство рулонных инструментов сейчас имеют модульное исполнение.
Q: Какая предварительная обработка должна быть выполнена на катушках перед использованием в этом процессе?
A: Горячее цинкование настоятельно рекомендуется как покрытие для защиты от коррозии вместе с правильным размером и удалением жира.
Q: Какие меры безопасности необходимо соблюдать во время работы?
A: Обязательное использование средств защиты, таких как шлемы, обувь, перчатки, а также маркировка небезопасных зон, аварийное управление и правильное обучение персонала.
Q: Какова типичная продолжительность жизни этих машин для производства стропильных балок?
A: Примерно 15-20 лет при регулярном профилактическом обслуживании в соответствии с руководством производителя и использовании качественных расходных материалов и смазочных материалов.
Q: Какие факторы влияют на ценообразование оборудования для производства профильных труб?
A: Ключевые элементы - максимальная ширина полосы и поддерживаемая толщина, скорость производства, функции автоматизации, область настройки, класс сырья и интегрированные дополнительные процессы по желанию.
Q: Как обеспечивается качество формированных стропил и стабильность процесса?
A: Самые последние компьютеризированные линии предлагают интеллектуальный мониторинг с обратными связями. Параметры, такие как скорость линии, гидравлическое давление, нагрузка на двигатель, давления матрицы, непрерывно контролируются для минимизации отклонений.
Q: Какая экспертиза требуется для эффективной работы профильно-гибочных станов?
A: Опыт работы в области машиностроения с использованием тяжелого оборудования изготовления предпочтителен. Операции панели управления могут быть изучены через детальные программы обучения производителя.
Q: Предоставляют ли поставщики оборудования регулярное техническое обслуживание и сервисную поддержку?
A: Да, ответственные производители предлагают руководства по обслуживанию, поставку запасных частей, периодические служебные визиты и обновления аппаратного и программного обеспечения для максимизации срока службы машин.


Недавние сообщения

26 октября 2016 года
Самый успешный инженерный подрядчикСвяжитесь с нами, чтобы получить самый новый котировочный лист
Свяжитесь с нами, чтобы получить самый новый котировочный лист. Вы обнаружите, что работаете в настоящем партнерстве, которое приводит к невероятному опыту и лучшему конечному продукту.


Свяжитесь с нами
Информация о продукте
Количество
Единица
Кусок
Поддержка заказа образцов, настройки, оптовые поставки и полная оплата. Если продукт, который вы ищете, не имеет соответствующего индивидуализированного контента, заполните форму ниже, чтобы связаться с нами, и мы ответим как можно скорее.